









Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?

Nickel, filament de qualité.
Super
Parfait
Parfait
Très satisfait de ce PLA pour mes impressions avec ma P1S.
conforme à la commande
Aucun avis ne correspond à votre recherche.
Aucune question publiée pour ce produit.
Vous ne trouvez pas la réponse à votre question ?
Cura support : Ce tutoriel sera réalisé sur le logiciel Cura mais les connaissances et astuces seront également valables pour d’autres logiciels comme ideaMaker ou Simplify3D.
Les supports d’impression 3D sont souvent nécessaires pour réussir la fabrication de vos objets imprimés en 3D. Ces structures de supports sont importantes et vont rendre possible l’impression de pièces aux géométries « moins adaptées » à ces technologies d’imprimantes 3D FDM.
La génération de support se fait depuis le logiciel de programmation de votre modèle 3D, votre slicer. C’est ce logiciel (Cura) qui va analyser la position et la forme de votre modèle 3D afin de déterminer selon son orientation les zones nécessitant un soutien pour leur construction.
Dans le but de vous donner toutes les clés pour gérer efficacement la fabrication de vos supports, il semble important de rappeler les éléments qui constituent un support. Comment est structuré et généré votre support d’un point de vue logiciel ?
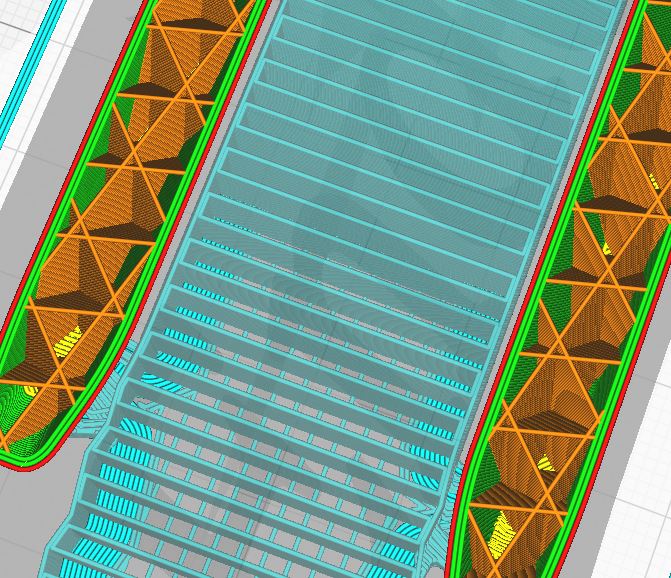
Le remplissage du support est le corps de votre structure de support.
C’est l’échafaudage qui va grandir en même temps votre modèle 3D de manière à être présent au moment où il devra servir de soutien à la zone imprimée.
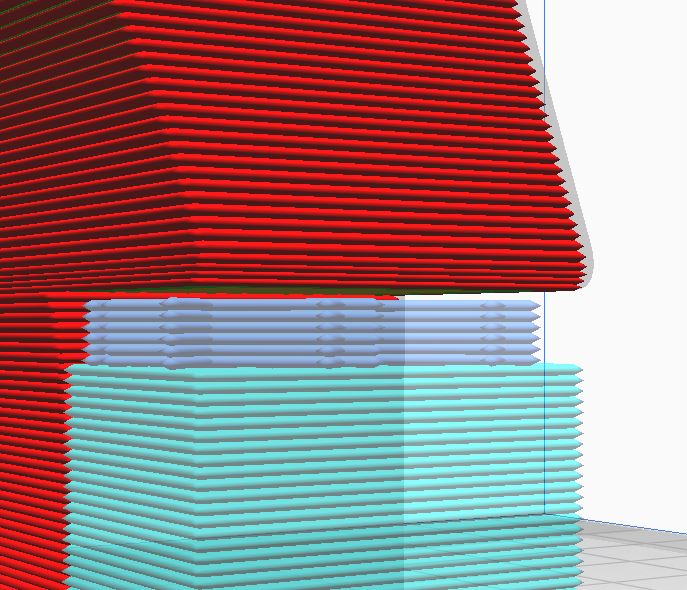
La distance en Z (ou l’espace) correspond sur Cura à l’espace de vide laissé entre le haut des supports et le modèle. Cet espace a pour but de permettre le décrochage post impression.
Sans cet espace, les couches fusionnent et ne seront pas retirables.
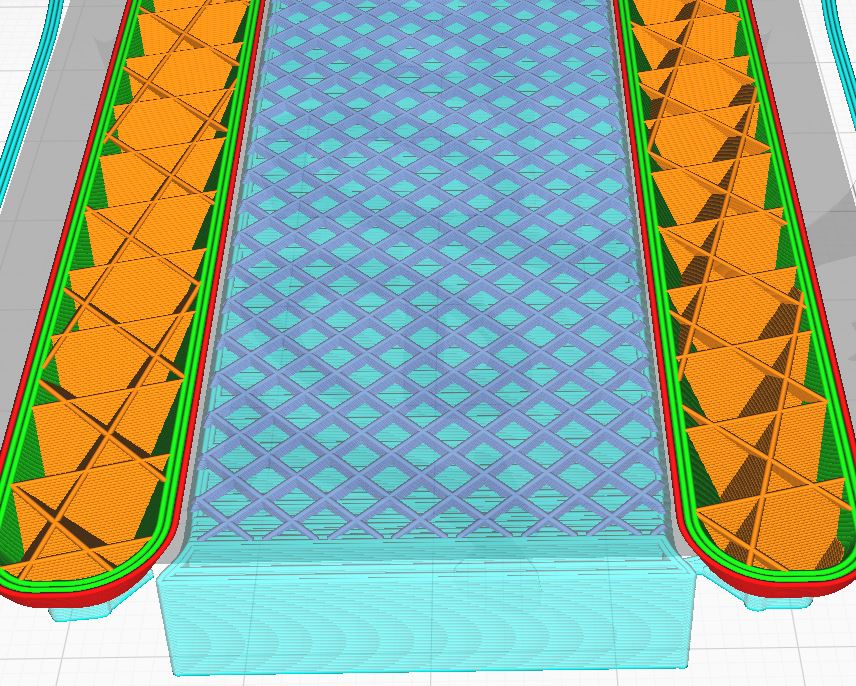
L’interface de support est optionnelle mais très pratique.
Cette interface fait le lien entre le remplissage du support et la distance en Z. Cette interface à pour but de modifier la densité et le motif de votre structure de supports quelques couches avant le dépôt des couches du modèle 3D.
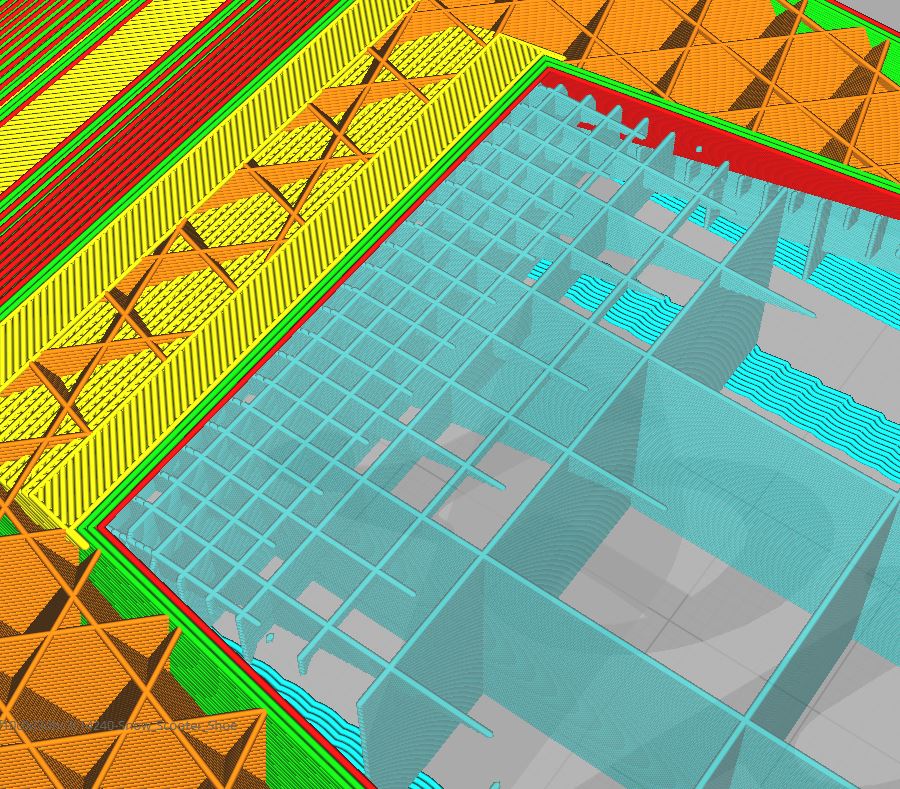
La première chose que nous allons vérifier est le comportement par défaut du logiciel Cura selon le profil d’imprimante et de filament utilisé. Il est important de comprendre comment le logiciel Cura va créer les supports lorsqu’on utilise les paramètres par défaut des profils d’impression.
Nous allons évoquer ici le comportement par défaut des profils poru filament PLA des fabricants Creality et Ultimaker, de manière à avoir une vision plus complète des automatismes des profils.
On constate plusieurs informations :
On constate plusieurs informations :
Avec le même logiciel Cura et l’utilisation des profils génériques des fabricants, on note de nettes différences dans la gestion par défaut des supports. Étonnamment, la version proposée par défaut par Creality est plus performante que celle d’Utimaker. L’ajout de l’interface et une distance Z plus adaptée vont donner l’avantage au profil du filament PLA générique des profils Creality.
Rappel important : Pour Ultimaker les profils supports seront mieux développés pour la gestion double extrusion de ses imprimantes.
L’optimisation de son impression passe aussi par l’amélioration de ses supports d’impression. Pour commencer, nous allons travailler sur la réduction des temps d’impression (et en même temps la réduction de la consommation de matériau).
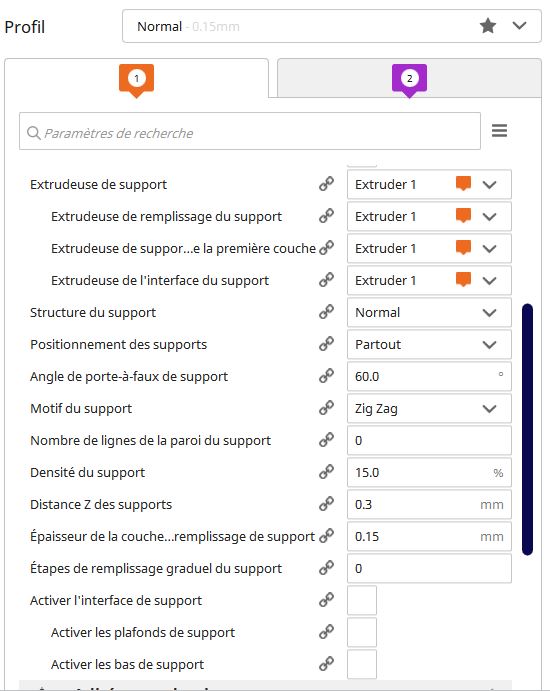
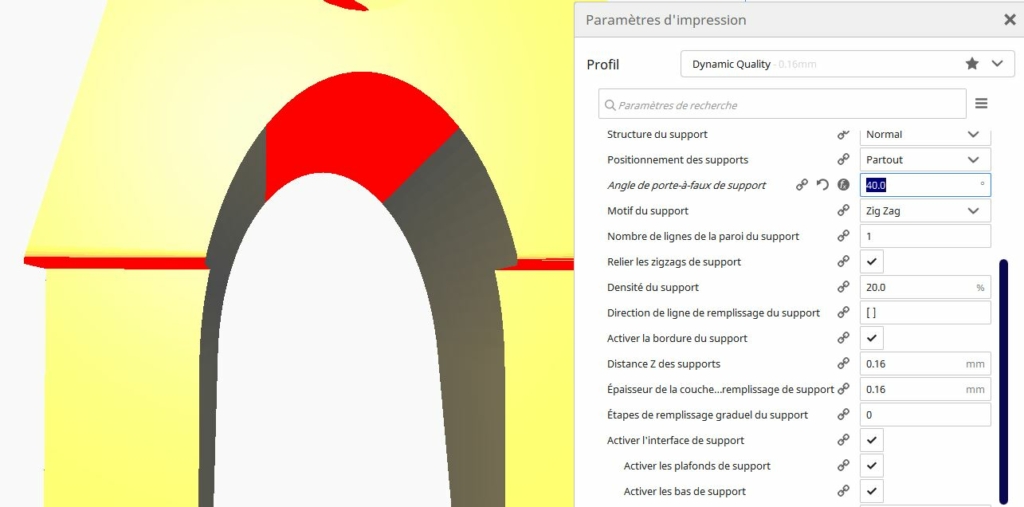
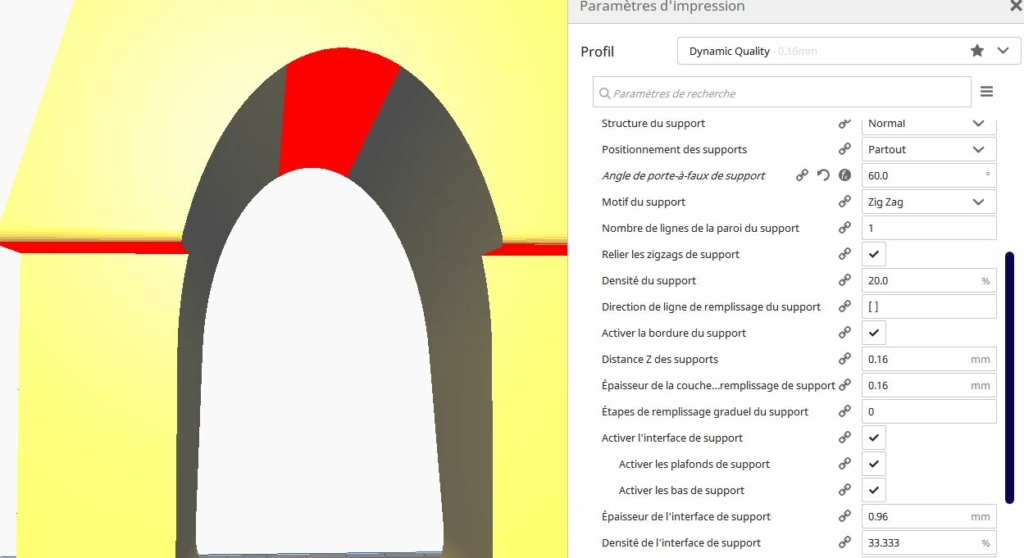
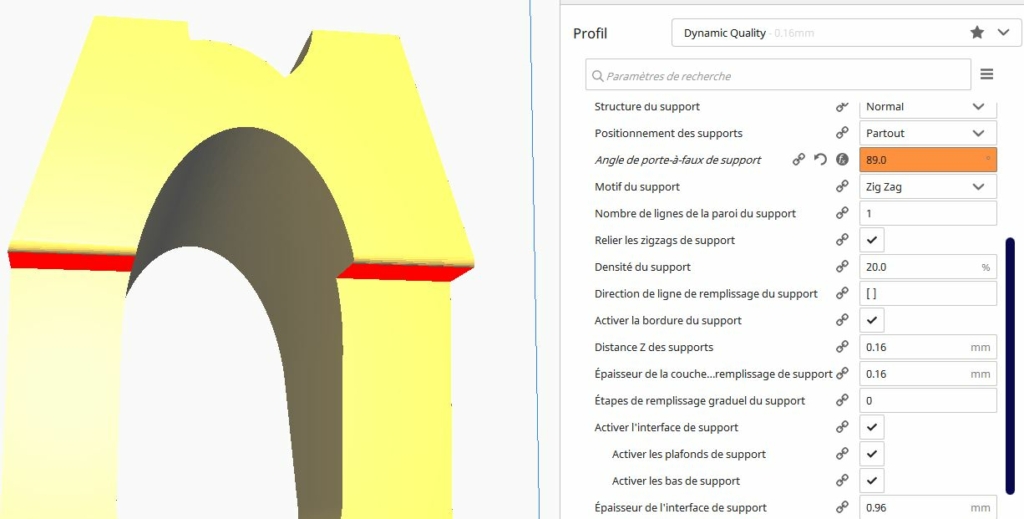
Cette valeur d’angle de porte-à-faux de support est la donnée qui va dicter le besoin ou non de support et ainsi sa génération automatique. Cette inclinaison va permettre de positionner des supports à partir du moment où le porte-à-faux est trop important pour être maintenue sans.
Une valeur faible va déclencher davantage de supports alors qu’une version à 89° ne déclenchera du support que pour les zones horizontales. Par défaut, une valeur de 50-55 °C fonctionne bien pour la majorité des imprimantes, des profils et des matériaux.
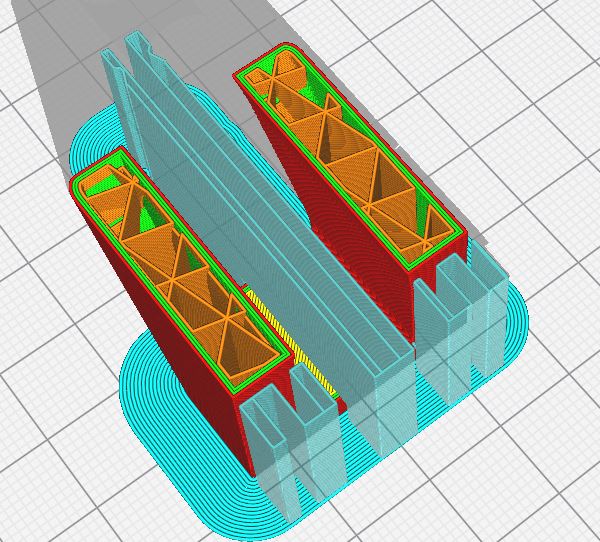
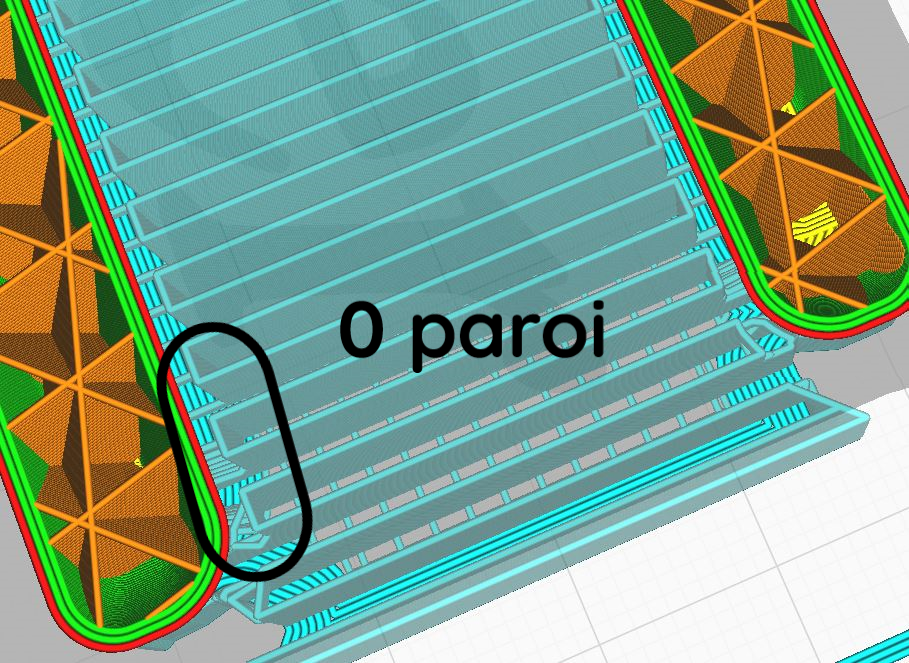
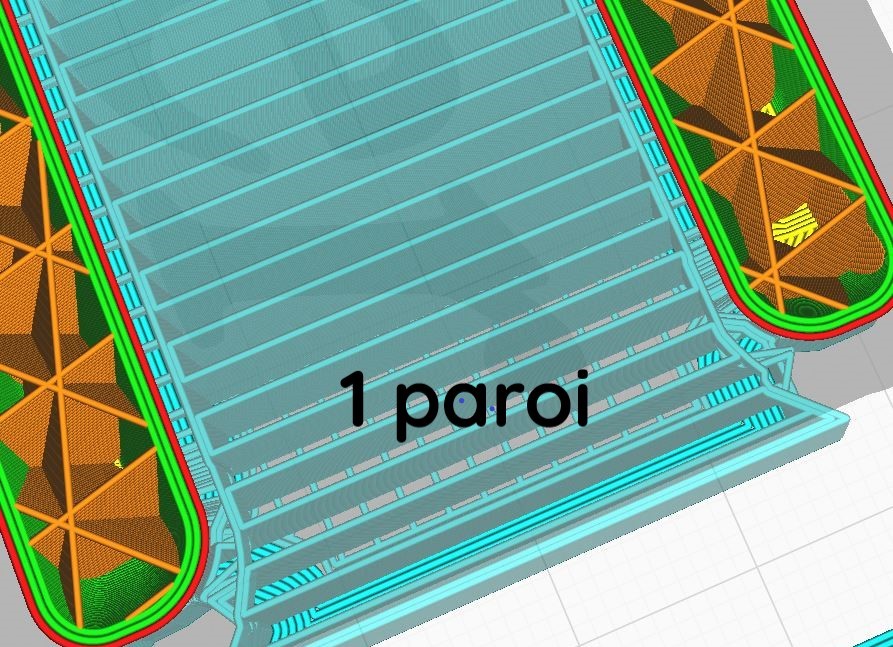
Sur Cura, la paroi de support est une coque qui vient encercler la structure de remplissage du support. Cette paroi a pour but de renforcer et fiabiliser vos supports.
Dans le cas de support qui monte peu en hauteur ou qui sont assez massifs, cette coque supplémentaire va ajouter inutilement du temps d’impression. Elle va aussi rendre plus complexe le décrochage du support.
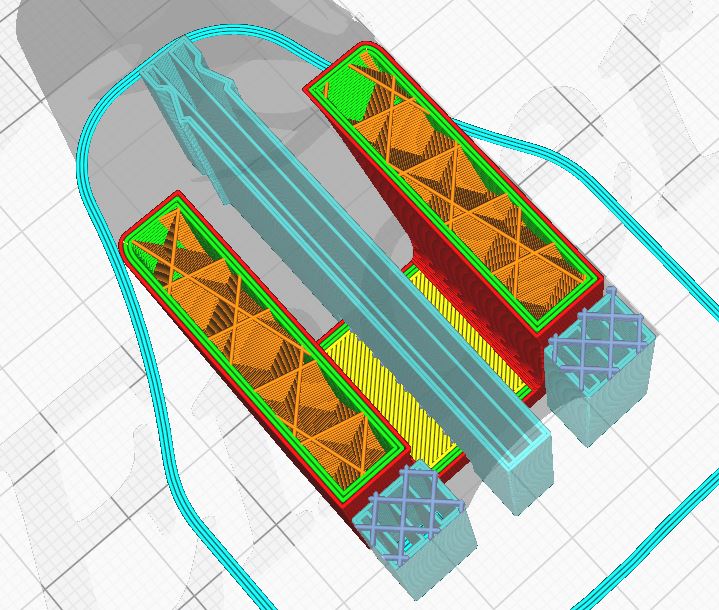
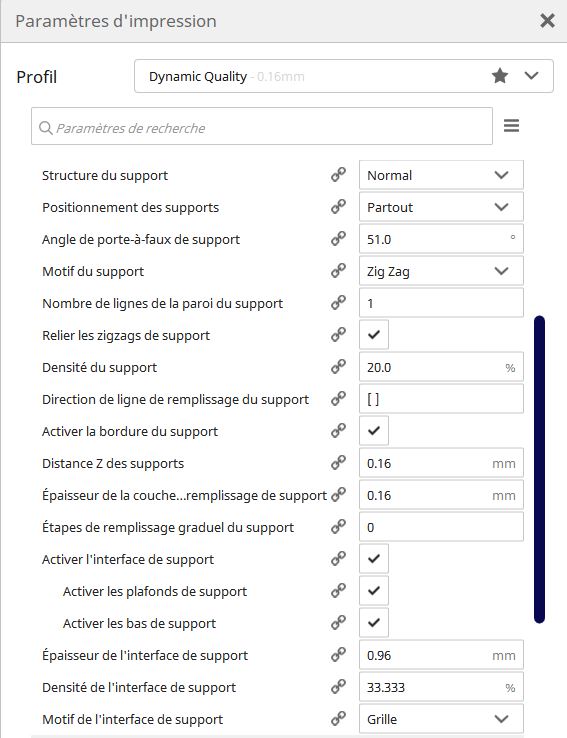
La zone de contact avec les modèles 3D est cruciale. En utilisant une interface, on permet d’utiliser les dernières couches de support pour la création d’une structure à densité et motif différents. Cette action peut parfois être remplacée par une simple rotation de l’objet qui verre ainsi naturellement ses lignes de support s’imprimer en diagonale par rapport à son objet.
L’interface va homogénéiser la surface en utilisant une structure en grille à densité 33%. Mais dans certains cas, le fait de générer un support en ligne à 20-25%, bien orienté sera tout aussi efficace et moins chronophage.
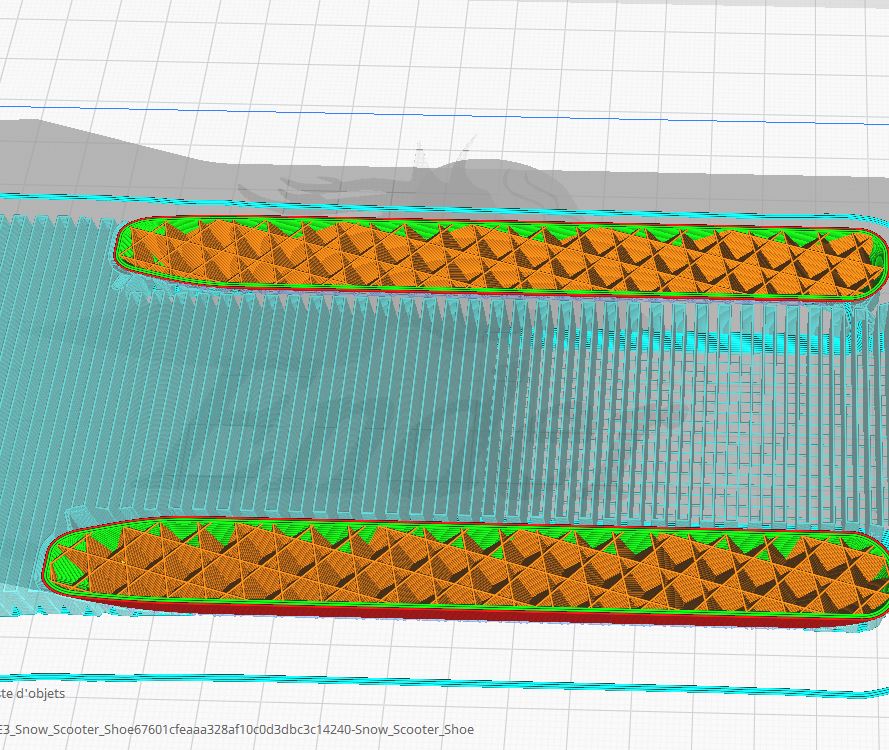
L’activation des supports coniques (onglet expérimental de Cura) est simple, rapide et efficace. Voire même, très efficace sur les modèles nécessitant beaucoup de supports.
Comme son nom l’indique, les supports prennent une forme conique en limitant la consommation de support en partie basse tout en augmentant sa taille à l’approche de la partie à supporter.
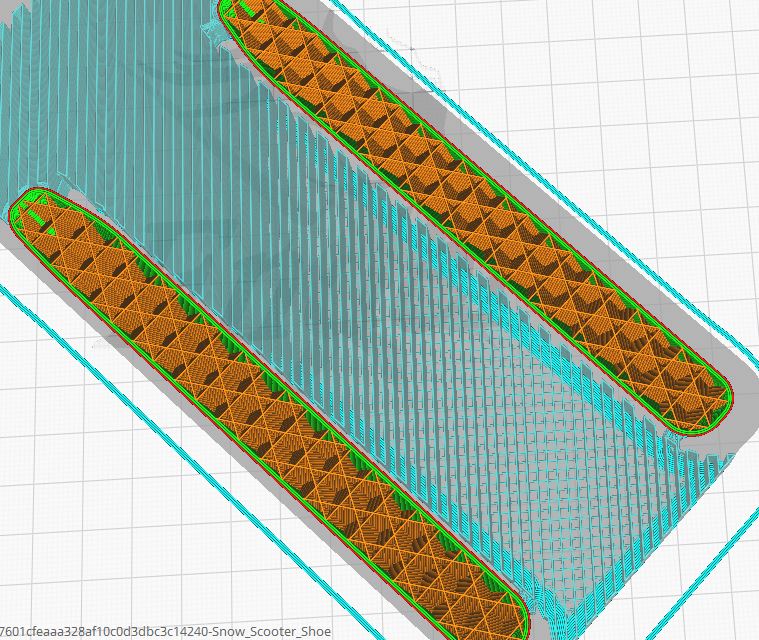
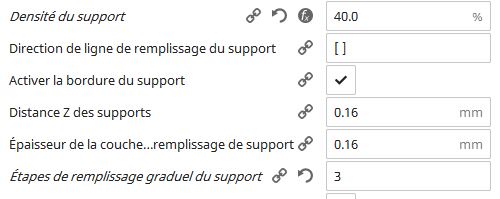
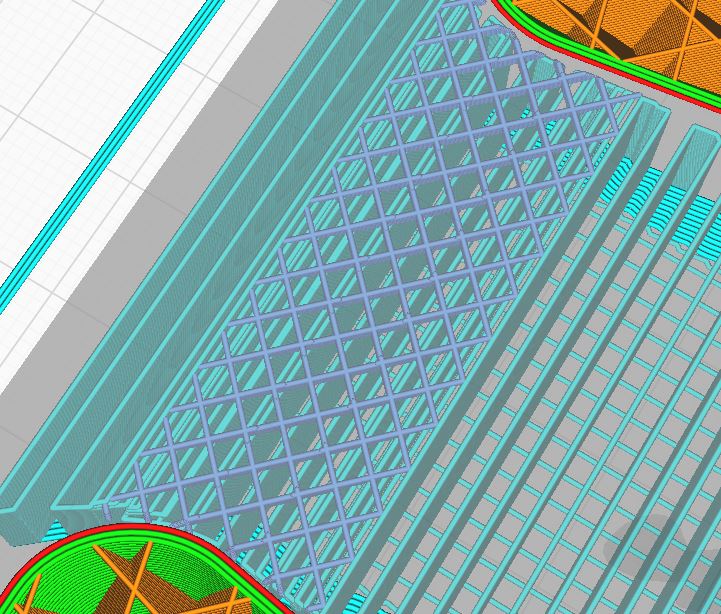
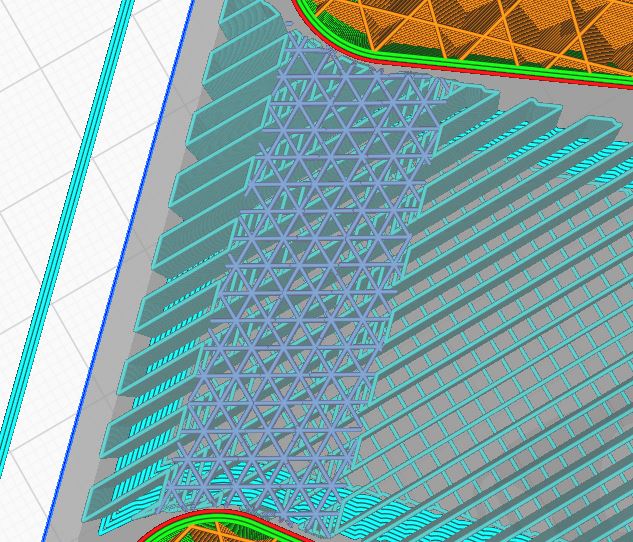
L’utilisation de la fonction support graduel accessible depuis l’onglet support du logiciel Cura est désactivée par défaut.
Elle permet de créer une structure de support à densité variable. Le but : réduire le temps et la quantité de matériaux utilisée tout en maximisant la qualité de la zone de contact.
En paramétrant la valeur « étapes de remplissage graduel du support » à 2,3,4…, vous allez créer cette variation de la densité.
En partant de la densité choisie initialement (40° ici), la fonction va diviser le nombre de fois demandé par 2 la densité initiale.
Ensuite, nous allons travailler sur la qualité du résultat final. L’aspect laissé sur ces zones qui ont été supportées et la facilité de retrait, de décrochage de ces supports.
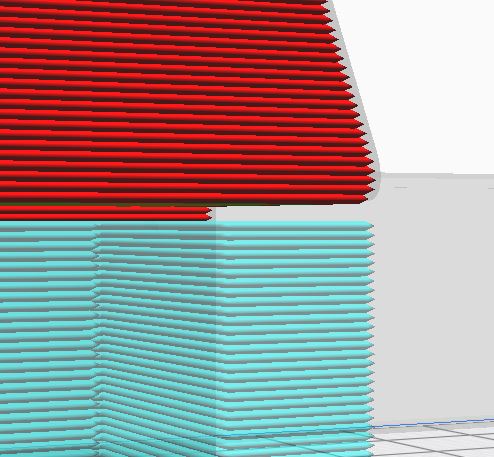
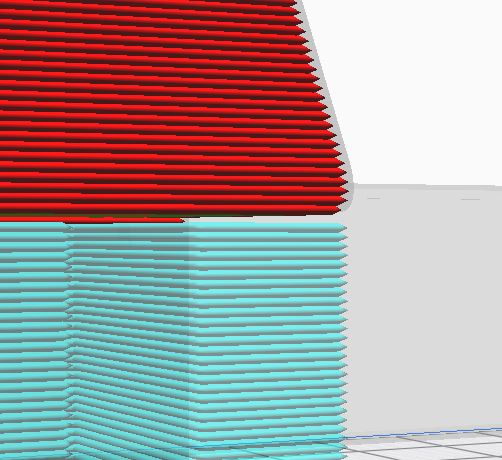
La distance en Z est paramétrable, MAIS selon votre épaisseur de couche et avec un multiple de celle-ci.
En effet, selon votre profil d’impression et son épaisseur de couche, cet espace en Z va forcément varier.
Attention donc à ce paramètre. Avec le profil 0.16 mm, l’espace en Z par défaut de d’une couche soit 0.16 mm. Pour le profil 0.12 mm, la valeur passe à 0.24 mm (2 couches de vides) car à 0.12, le décrochage est trop difficile.
Il faut donc trouver le bon compromis et parfois ce compromis commence par bien choisir l’épaisseur des couches.
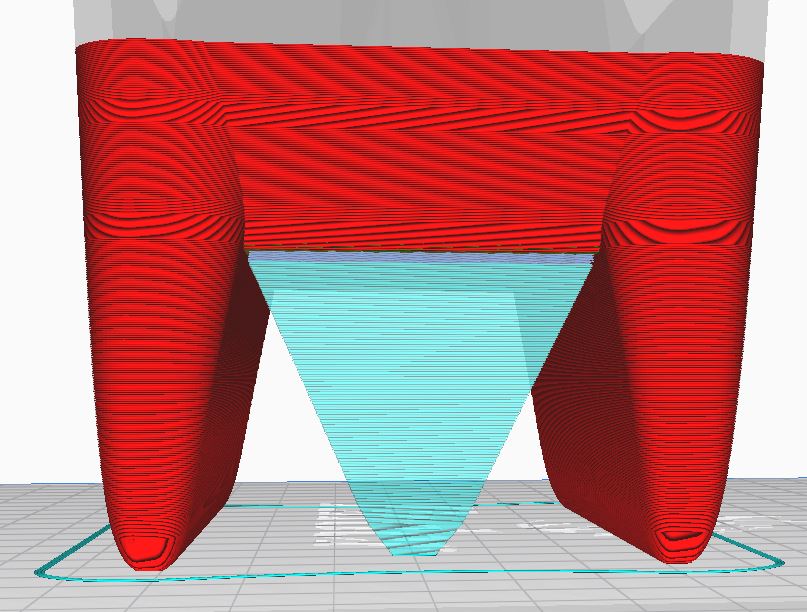
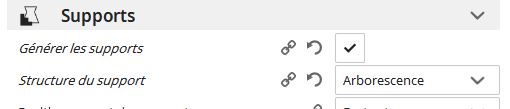
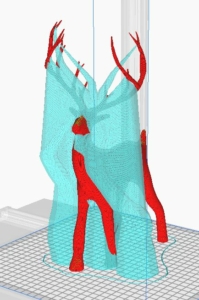
L’usage des supports de type arborescent proposé par Cura a pour but de s’adapter aux géométries les plus complexes.
En utilisant le principe des branches pour aller supporter les zones qui nécessitent un soutien, Cura améliore l’accès et l’efficacité des supports.
Une fois activé, il est possible de paramétrer l’angle et la largeur des branches via de nouveaux paramètres.
La fabrication et l’optimisation des supports nécessitent de bien comprendre leur fonctionnement et leur limite.
Peu importe le type de filament 3D ou d’imprimante FDM utilisé, cette problématique nécessaire des supports reste présente. Autant être capable de créer ces structures de supports vraiment adaptés à vos besoins. Ces quelques astuces et conseils liés à Cura et ses supports ont pour but de vous y aider.
Enregistrez des produits dans votre liste pour les acheter plus tard ou les partager.