
- SAV / Réparation en France
- 🚚 Livraison gratuite en France dès 39,90 €
- 📦 Retour sous 14 jours
- ✉️ Service Client / Technique
-
 9.6/10
9.6/10
- Imprimantes 3D

Pack Starter Creality K1 Max
Prix normal 1 041,60 € Prix 906,19 €

Raise3D Pro3
Prix 5 998,80 €

Ultimaker S7
Prix 8 998,80 €

Pack Starter Bambu Lab X1 Carbon Combo avec AMS
Prix 1 894,80 €
- Filaments 3D

ecoPLA Noir Forshape - 1.75mm - 1 kg
Prix normal 14,90 € Prix 12,67 €
- Résines 3D

Résine standard 8K Grise Elegoo - 1000 ml
Prix normal 35,90 € Prix 27,00 €
Résine standard 2.0 Grise (Grey) Elegoo - 1000 ml
Prix normal 33,59 € Prix 26,39 €
Résine Ultracur3D® ST 45 B Noire BASF - 5 Kg
Prix normal 576,00 € Prix 486,00 €
- Scanners 3D

Shining 3D EinStar
Prix 1 150,80 €

Einscan HX
Prix 11 988,00 €

Creality CR-Scan Lizard Premium Version
Prix 739,00 €
- Accessoires
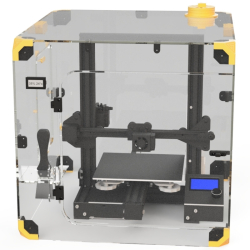
Caisson Ender 3 series - anti bruit et filtrant
Prix 226,80 €
Polybox
Prix 68,28 €









Commentaires
merci pour tous ces conseils très précieux ….
je vais regarder les autre vidéo 👏👍👍👍
Bonjour Franck, avec grand plaisir 🙂