



































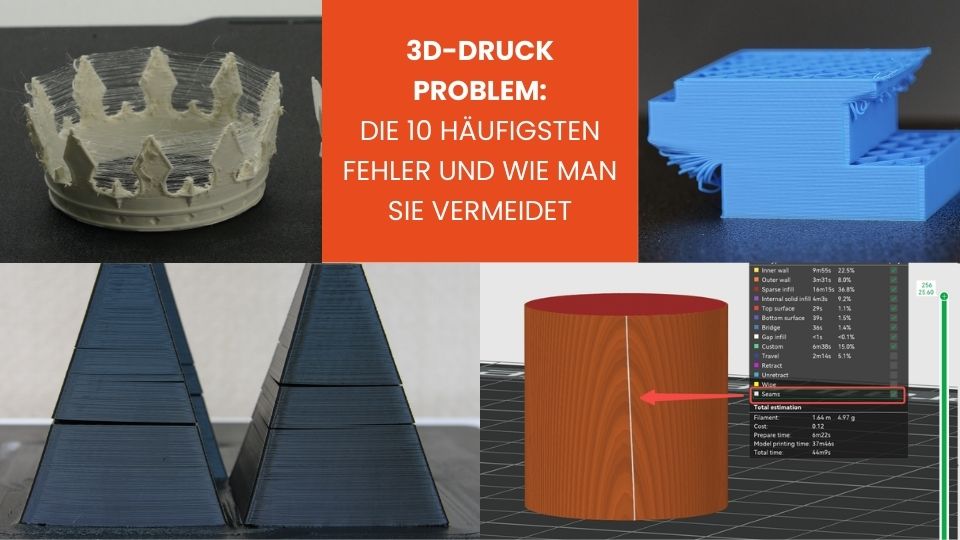
3D-Drucker sind für alle Erfahrungsstufen zugänglich, bleiben jedoch ein sensibler Prozess, bei dem viele Faktoren zu Fehlern führen können. Von abhebenden Schichten bis hin zu unregelmäßiger Extrusion kann jeder Defekt als 3D-Druck-Problem betrachtet werden, das gelöst werden muss.
In diesem Artikel behandeln wir die häufigsten 3D-Druck-Probleme und wie man sie behebt, um präzise und zuverlässige Bauteile zu erhalten.
Unregelmäßige Extrusion oder Unterextrusion: das 3D-Druck-Problem erkennen
Unterextrusion ist ein 3D-Druck-Problem, das sich durch fehlende Schichten, dünne Linien oder raue Oberflächen äußert. Ursachen können ein falscher Filamentdurchmesser, eine teilweise verstopfte Düse, zu hohe Druckgeschwindigkeit oder zu niedrige Hotend-Temperatur sein. Sogar die Spannung des Extrudermotors kann die Extrusionskonsistenz beeinflussen.
Lösung: Überprüfen Sie den Filamentdurchmesser und geben Sie den genauen Wert in den Slicer ein. Reinigen oder ersetzen Sie die Düse bei Bedarf.
Passen Sie die Hotend-Temperatur entsprechend dem Material an und verringern Sie die Druckgeschwindigkeit, um die Konsistenz zu verbessern. Überprüfen Sie die Federspannung des Extruders, um sicherzustellen, dass das Filament korrekt zugeführt wird.
Führen Sie einen Kalibrierungstest mit einem einfachen Muster durch, um festzustellen, ob die Unterextrusion weiterhin auftritt.
Abheben der Teile oder Warping: ein häufiges 3D-Druck-Problem
Abhebende Teile sind ein klassisches 3D-Druck-Problem, insbesondere bei Materialien wie ABS. Es tritt auf, wenn sich die Ecken eines Objekts während des Drucks vom Druckbett lösen. Hauptursachen sind unebene Druckbetten, unzureichende Betttemperatur oder thermische Schwankungen im Bauteil. Dies führt zu optischen Fehlern und kann die Maßhaltigkeit beeinträchtigen.
Lösung: Um Warping zu vermeiden, nivellieren Sie zunächst das Druckbett sorgfältig und stellen Sie sicher, dass es sauber und haftend ist. Die Verwendung von Klebeband, Kleber oder Haftspray kann die Haftung deutlich verbessern.
Passen Sie die Betttemperatur entsprechend dem Material an: PLA benötigt in der Regel 50–70 °C, während ABS 90–110 °C verlangen kann. Drucken Sie die Außenwände langsam, um thermische Spannungen zu reduzieren, und verwenden Sie eine geschlossene Kammer, um Temperaturschwankungen zu minimieren.
Überextrusion und überschüssiges Filament
Überextrusion führt zu übermäßiger Materialablagerung, Blobs, ungleichmäßigen Oberflächen und manchmal zu Verstopfungen. Häufige Ursachen sind ein zu hoher Flussfaktor im Slicer, zu hohe Temperatur oder sehr niedrige Druckgeschwindigkeiten. Dies bleibt ein wiederkehrendes 3D-Druck-Problem, besonders bei großen Bauteilen.
Lösung: Reduzieren Sie den Extrusionsmultiplikator oder die Flussrate in Ihrem Slicer auf 95–100 %. Stellen Sie sicher, dass die Hotend-Temperatur zum Material passt, um übermäßiges Fließen zu vermeiden.
Passen Sie die Druckgeschwindigkeit an, um die Materialablagerung auszugleichen, und führen Sie einen Kalibrierungstest durch, um die Gleichmäßigkeit der Schichten zu überprüfen.
Stellen Sie außerdem sicher, dass das Filament von hoher Qualität ist und keine übermäßige Feuchtigkeit aufgenommen hat.
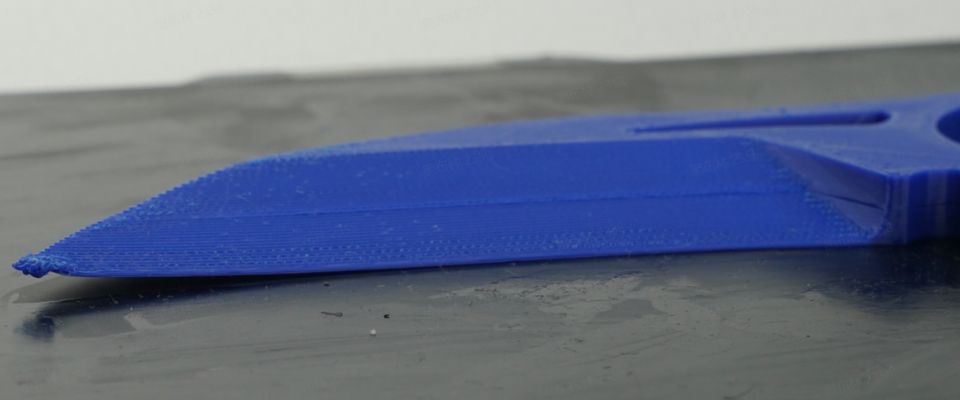
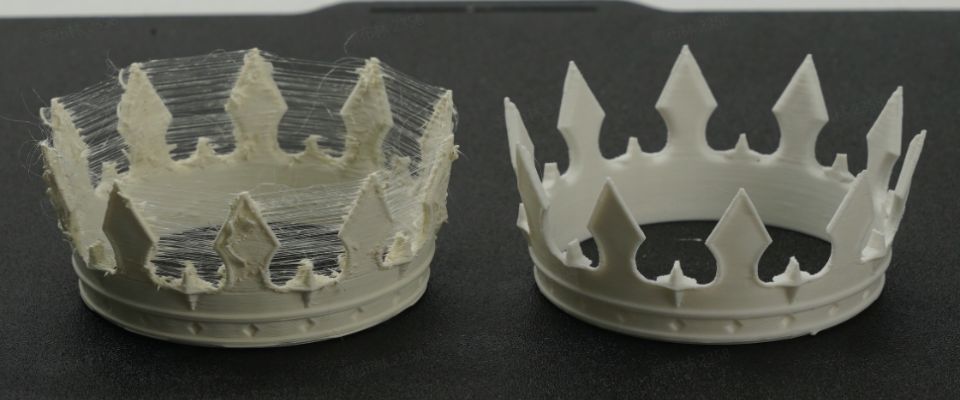
Stringing: eines der wiederkehrenden 3D-Druck-Probleme
Stringing ist ein weiteres häufiges 3D-Druck-Problem, bei dem feine Fäden zwischen den Teilen entstehen und ein Spinnennetz-ähnliches Aussehen erzeugen. Ursachen sind unzureichende Rückzugseinstellungen, zu hohe Düsentemperatur oder lange Bewegungen der Druckkopfs.
Lösung: Aktivieren und optimieren Sie die Rückzugsparameter im Slicer. Reduzieren Sie die Extrusionstemperatur leicht, um das Austreten von Material während der Bewegungen zu begrenzen.
Schnelle und präzise Bewegungen des Druckkopfs reduzieren ebenfalls Stringing. Drucken Sie Testmuster, um die Rückzugsdistanzen und -geschwindigkeiten optimal anzupassen.
Schichtversatz oder Layer Shifting
Schichtversatz tritt auf, wenn die Schichten nicht korrekt übereinanderliegen. Ursachen sind instabiler Rahmen, lose Riemen, Schrittverluste bei den Motoren oder mechanische Hindernisse während des Drucks.
Lösung: Stellen Sie sicher, dass der Drucker auf einer stabilen Fläche steht und das Druckbett fest montiert ist. Spannen Sie die Riemen und schmieren Sie bei Bedarf die Achsen. Überprüfen Sie die Motoranschlüsse und Kabel auf lockere Kontakte.
Reduzieren Sie die Druckgeschwindigkeit, wenn das Problem weiterhin besteht, und prüfen Sie die Achsen manuell auf Widerstand oder Blockaden.
Schlechte Haftung der ersten Schicht: dieses 3D-Druck-Problem beheben
Eine erste Schicht, die nicht richtig haftet, ist ein häufiges 3D-Druck-Problem und führt oft zu unvollständigen oder gescheiterten Drucken. Ursachen sind ein verschmutztes oder unebenes Druckbett, zu hoher Abstand der Düse oder zu hohe erste Schichtgeschwindigkeit.
Lösung: Reinigen Sie das Druckbett mit Isopropylalkohol, um Fettreste zu entfernen. Stellen Sie die Düsennhöhe so ein, dass das Filament leicht auf das Bett gedrückt wird.
Reduzieren Sie die Geschwindigkeit der ersten Schicht auf 20–30 mm/s und erhöhen Sie die Düsentemperatur leicht, um die Haftung zu verbessern.
Aktivieren Sie schließlich die Brim- oder Raft-Funktion im Slicer, um die Kontaktfläche zu vergrößern.
Blobs oder Materialpunkte
Blobs sind kleine Erhebungen auf der Oberfläche, ein 3D-Druck-Problem, das oft durch ungleichmäßigen Fluss, falsch konfigurierte Rückzugseinstellungen oder plötzliche Richtungsänderungen entsteht.
Lösung: Optimieren Sie Rückzug, Jerk- und Geschwindigkeitsparameter im Slicer. Stellen Sie eine stabile Extrusionstemperatur sicher.
Eine saubere, nicht verstopfte Düse ist entscheidend. Bei scharfen Ecken die Geschwindigkeit leicht reduzieren, um überschüssiges Material zu vermeiden.
Internes Warping oder Risse
Materialien wie ABS oder PETG können interne Risse oder Warping entwickeln, verursacht durch thermische Schocks oder zu schnelles Abkühlen zwischen den Schichten. Dies ist ein weiteres bedeutendes 3D-Druck-Problem.

Lösung: Drucken Sie in einer temperaturstabilen Umgebung, verwenden Sie ein geschlossenes Gehäuse, reduzieren Sie übermäßige Kühlung und erhöhen Sie die Extrusionstemperatur leicht. Das Hinzufügen von soliden Außenwänden oder einem Brim kann die Ecken verstärken und Risse verhindern.
Hardware-Problem: unebenes Druckbett
Ein unebenes Druckbett ist häufig die Ursache vieler 3D-Druck-Probleme. Drucke werden ungleichmäßig, die erste Schicht haftet nicht und das Endergebnis ist verzogen.
Lösung: Verwenden Sie Auto-Leveling, wenn verfügbar, oder nivellieren Sie manuell mit Papier und sorgfältiger Einstellung. Überprüfen Sie regelmäßig die Ebenheit, insbesondere nach Transport oder Wartung.
Eine gleichmäßige erste Schicht ist entscheidend für erfolgreiche Drucke.
Verstopfte Düse
Eine verstopfte Düse ist ein klassisches 3D-Druck-Problem, das das Austreten des Materials verhindert und zu Unterextrusion führt. Ursachen können minderwertiges Filament oder Rückstände aus vorherigen Drucken sein.
Lösung: Reinigen Sie die Düse im heißen Zustand oder führen Sie einen Cold-Pull durch. Verwenden Sie hochwertiges Filament und lagern Sie es trocken.
Stellen Sie sicher, dass die Drucktemperatur zum verwendeten Material passt.
Übermäßige Geräusche und Vibrationen
Ungewöhnliche Geräusche oder Vibrationen können mechanische Schäden verursachen und die Druckqualität beeinträchtigen. Häufige Ursachen sind schlecht geschmierte Achsen, lockere Riemen oder nicht befestigte Bauteile.
Lösung: Ziehen Sie alle Schrauben fest, schmieren Sie die Achsen, überprüfen Sie die Riemenspannung und stellen Sie den Drucker auf eine stabile Fläche.
Passen Sie Beschleunigungen und Geschwindigkeiten an, um Erschütterungen zu reduzieren.
Fazit
FDM 3D-Druck-Probleme sind vielfältig, aber jedes kann gelöst werden, indem man die Ursachen analysiert und die Einstellungen methodisch anpasst. Ein sauberes und nivelliertes Druckbett, hochwertiges 3D-Filament, gut gewartetes Hotend und Düsen sowie passende Material- und Geometrieeinstellungen sind entscheidend. Mit etwas Geduld lassen sich Fehler leicht vorhersehen und beheben, was zu präzisen und zuverlässigen Drucken führt.
Wenn Sie ein bestimmtes 3D-Druck-Problem näher kennenlernen oder ein anderes Problem besprechen möchten, hinterlassen Sie gerne einen Kommentar. Unser leistungsstarkes Support-Team beantwortet Ihre Fragen und hilft Ihnen, Ihre 3D-Druck-Ergebnisse zu optimieren.
Ihre Erfahrungen und Rückmeldungen können der Community ebenfalls helfen, 3D-Druck-Probleme besser zu verstehen und zu lösen.
✅ Warum Polyfab3D wählen?
Premium-Betreuung und Kundendienst: Basierend auf Ihren Bedürfnissen führen wir Sie zur optimalen Lösung und begleiten Sie nachhaltig bei der Implementierung und täglichen Nutzung.
Offizieller Händler: Polyfab3D ist ein zertifizierter Händler führender Marken und garantiert Ihnen offizielle Produkte, exklusiven Zugang zu den neuesten Innovationen und bevorzugten technischen Support.
Schnelle Lieferung und Kundenzufriedenheit: Polyfab3D engagiert sich für eine optimale und schnelle Erfahrung. Das positive Feedback unserer Kunden bestätigt unsere zuverlässigen und effizienten Dienstleistungen.
Kontaktieren Sie uns noch heute für eine persönliche Empfehlung – abgestimmt auf Ihre Bedürfnisse, Ihr Budget und Ihre Ziele.