



































L’impression grâce aux imprimantes 3D résine est réputée pour sa précision exceptionnelle et sa capacité à reproduire des détails très fins, ce qui en fait un choix privilégié pour la fabrication de figurines, de prototypes ou de pièces techniques. Cependant, cette technologie est très sensible aux réglages et aux conditions d’impression.
Cet article a pour objectif de vous présenter les erreurs les plus courantes en impression résine et de vous donner des solutions concrètes pour les éviter. En suivant ces conseils, vous optimiserez la qualité de vos impressions et réduirez le risque d’échecs.

1. Mauvaise adhérence au plateau de fabrication
L’un des problèmes les plus fréquents est le décollement des pièces dès les premières couches ou en cours d’impression.
Causes :
- – Plaque sale ou trop lisse.
- – Calibration incorrecte de la plaque de construction.
- – Temps d’exposition des premières couches insuffisant.
- – Résine trop froide, avec une viscosité trop élevée.
Solutions :
Pour résoudre ce problème, il est essentiel de recalibrer correctement le plateau en suivant la procédure recommandée par le fabricant. Si les premières couches ont encore du mal à adhérer, il peut être nécessaire d’augmenter légèrement le temps d’exposition pour renforcer l’adhérence initiale.
Il est également important de s’assurer que la résine est à température ambiante afin de réduire sa viscosité et de faciliter l’adhésion.
Enfin, nettoyer la plaque avec de l’alcool isopropylique ou la poncer légèrement permet de créer une surface plus favorable à la fixation de la résine.

2. Décollement ou délamination des couches
Certaines impressions présentent des craquements ou une séparation visible entre les couches.
Causes :
- – Couches sous-exposées.
- – Couches de base (bottom) sur-exposées, trop rigides.
- – Vitesse de levage trop rapide ou délais de repos insuffisants.
- – Résine restante ou rayures sur le film.
Solutions :
Pour éviter la délamination, il est important d’ajuster le temps d’exposition des couches. Les couches régulières doivent être légèrement exposées davantage tandis que les couches de base nécessitent une exposition légèrement réduite afin de conserver leur flexibilité.
Réduire la vitesse de levage et augmenter le temps de repos entre les mouvements contribue également à limiter les tensions sur les couches.
Un nettoyage régulier du bac et la vérification de l’état du film garantissent une adhésion cohérente et diminuent les risques de séparation des couches.
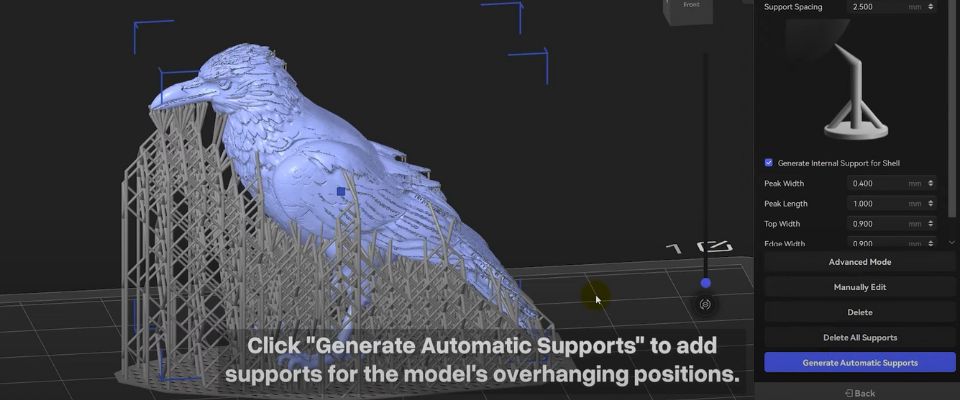
3. Structure de supports inadaptée ou insuffisante
Une pièce peut s’effondrer ou présenter des zones manquantes si les supports ne sont pas suffisants.
Causes :
- – Choix du type de support inadapté (arbre vs grille).
- – Supports trop fins ou inexistants.
- – Mauvais placement des supports, laissant des zones critiques non soutenues.
Solutions :
Pour assurer la stabilité de vos impressions, il est conseillé d’augmenter la densité et l’épaisseur des supports, surtout dans les zones critiques.
Placer manuellement les supports là où la pièce est la plus fragile permet d’éviter l’effondrement des parties en surplomb.
Selon le modèle, tester différents types de supports, comme des grilles plus robustes, peut également améliorer la solidité de l’impression et réduire le risque de zones manquantes.
4. Défauts de surface (rugosités ou aspect « peau d’orange »)
Les surfaces granuleuses ou texturées sont un autre problème fréquent.
Causes :
- – Mauvaise adhésion entre les couches ou vidanges insuffisantes.
- – Sur-exposition ou sous-exposition des couches.
- – Résine contaminée par des poussières ou des débris.
Solutions :
Pour obtenir une surface lisse et uniforme, il est essentiel d’ajuster finement l’exposition en fonction de la résine utilisée.
Filtrer la résine avant chaque impression permet d’éliminer les particules indésirables, tandis qu’un environnement propre autour de l’imprimante contribue à limiter la contamination.
Enfin, réduire légèrement la vitesse de levage favorise une meilleure adhésion entre les couches, ce qui améliore considérablement la qualité des surfaces.
5. Trous ou zones manquantes
Certains objets présentent des cavités ou des zones vides non prévues.
Causes :
- – Sous-exposition localisée.
- – Parois trop fines dans le slicer.
- – Bulles d’air piégées dans la résine.
- – Pièces creuses sans trous de vidange.
Solutions :
Pour corriger ce problème, il faut augmenter légèrement l’exposition générale afin que la résine polymérise correctement dans toutes les zones. Épaissir les parois dans le slicer permet de renforcer la structure et de réduire les zones manquantes.
Bien mélanger la résine avant l’impression permet aux bulles d’air de remonter et d’éviter qu’elles ne soient piégées. Pour les pièces creuses, ajouter des trous de drainage garantit que la résine excédentaire puisse s’échapper, limitant ainsi la formation de vides.
6. Overloading, placement non optimal ou mauvaise orientation du modèle
La mauvaise disposition des pièces et une orientation inadaptée peuvent provoquer des échecs ou des déformations.
Causes :
- – Trop de modèles sur le plateau.
- – Impression toujours dans la même zone, entraînant une usure localisée du film.
- – Orientation plate sur le plateau, entraînant warping et lignes visibles.
Solutions :
Pour limiter les problèmes d’overloading, il est conseillé de ne pas surcharger le plateau et de répartir les impressions sur plusieurs lots.
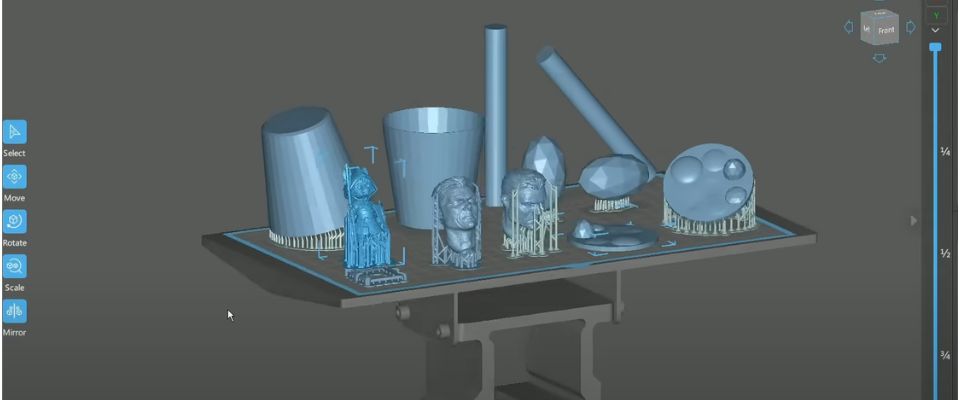
Faire varier les zones d’impression et faire pivoter le bac permet de répartir l’usure du film.
Concernant l’orientation, incliner les modèles plutôt que de les poser à plat favorise une meilleure résistance aux forces exercées lors de la levée et réduit les déformations ou les lignes visibles sur les surfaces.
7. Température et environnement instables
La stabilité de l’environnement est essentielle pour une bonne polymérisation.
Problèmes :
- – Impressions déformées.
- – Mauvaise polymérisation des couches.
Solutions :
Maintenir une température stable entre 20 et 25 °C est crucial pour obtenir des impressions uniformes.
Il est également important d’éviter les courants d’air ou les sources de chaleur directe autour de l’imprimante, car ils peuvent provoquer un durcissement irrégulier de la résine et entraîner des déformations sur la pièce.
8. Négliger l’entretien du matériel (FEP, plateau, bac)
Un entretien insuffisant augmente le risque d’échecs et réduit la durée de vie du matériel.
Risques :
- – Film FEP, ACF, PFA abîmé ou opaque.
- – Écran LCD sale.
- – Résine contaminée.
Solutions :
Un entretien régulier est indispensable pour garantir la qualité des impressions et prolonger la durée de vie de l’imprimante. Nettoyer le plateau de fabrication, le bac et l’écran permet d’éviter l’accumulation de résine durcie et de poussières.
Inspecter le film FEP/ACF/PFA et le remplacer s’il est rayé ou opaque assure une transmission uniforme de la lumière.

Après un échec, filtrer la résine pour éliminer les particules permet de conserver une résine propre pour les prochaines impressions et de limiter les défauts.
Conclusion
L’impression 3D résine est une technologie très précise, mais qui nécessite rigueur et méthode. Les erreurs les plus fréquentes concernent l’adhérence, les supports, l’exposition, l’orientation, l’entretien et l’environnement.
Checklist finale avant impression :
- – Filtrage de la résine et contrôle du film.
- – Calibration et nivellement du plateau.
- – Vérification des supports et de l’orientation.
- – Contrôle de l’exposition et de la température.
- – Nettoyage du plateau, du bac et de l’écran.
Modifiez un paramètre à la fois et documentez vos résultats. N’’hésitez pas à partager vos expériences et astuces avec la communauté pour progresser plus rapidement.
✅ Pourquoi choisir Polyfab3D ?
Un accompagnement sur mesure pour bien débuter
Chez Polyfab3D, nous vous aidons à choisir le matériel le plus adapté à vos besoins, même si vous débutez. Nous restons à vos côtés à chaque étape, de la mise en route à vos premières impressions.
Des marques fiables et officielles
En tant que revendeur certifié, nous vous proposons uniquement des produits officiels, issues des plus grandes marques du marché. Vous profitez ainsi de la qualité, des dernières innovations et d’un support technique fiable.
Livraison rapide et service client réactif
Nous savons que commencer rapidement est important : c’est pourquoi nous assurons une expédition rapide et un service client toujours prêt à vous aider. Nos utilisateurs débutants apprécient notre disponibilité et notre sérieux.
Formations simples pour bien démarrer
Nous mettons à votre disposition des vidéos explicatives pour une prise en main facile de votre matériel. Et si vous le souhaitez, nos experts peuvent vous accompagner avec des formations personnalisées pour progresser à votre rythme.
Contactez-nous dès maintenant pour une recommandation personnalisée, adaptée à vos besoins, votre budget et vos ambitions.




