



































La stampanti 3D sono accessibili a tutti i livelli di esperienza, ma rimangono un processo delicato in cui molti fattori possono causare difetti. Dai distacchi di strato all’estrusione irregolare, ogni imperfezione può essere considerata un problema stampa 3D da risolvere.
In questo articolo analizziamo i problemi stampa 3D più comuni e come risolverli, per aiutarti a ottenere pezzi precisi e affidabili.

Estrusione irregolare o sottoestrusione: riconoscere il problema stampa 3D
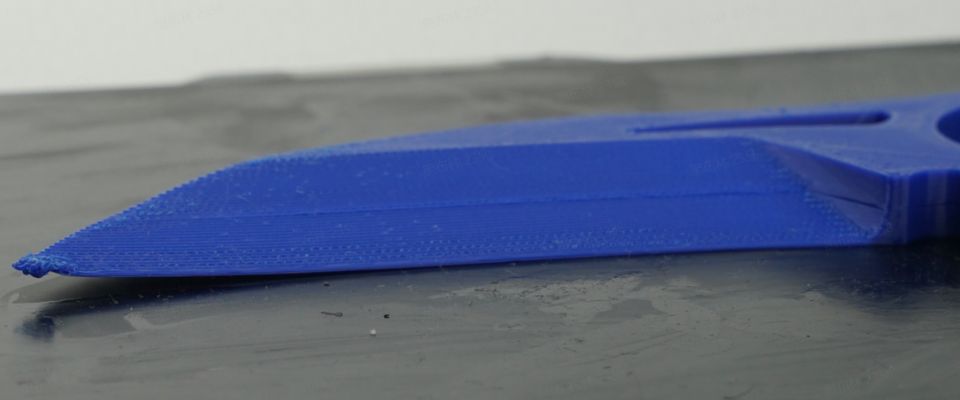
La sottoestrusione è un problema stampa 3D che si manifesta con strati mancanti, fili troppo sottili o superfici ruvide. Le cause possono includere un diametro del filamento errato, un ugello parzialmente intasato, velocità troppo elevate o temperatura del hotend insufficiente. Anche la tensione del motore dell’estrusore può influenzare la regolarità dell’estrusione.
Soluzione: Controlla il diametro del filamento e inserisci il valore corretto nel tuo slicer. Pulisci o sostituisci l’ugello se necessario.
Regola la temperatura del hotend in base al materiale e riduci la velocità di stampa per migliorare la regolarità. Controlla la tensione della molla dell’estrusore per assicurarti che il materiale venga alimentato correttamente.
Esegui un test di calibrazione con un semplice modello per verificare se il problema persiste.
Distacco o warping dei pezzi: un problema stampa 3D frequente
Il distacco dei pezzi è un problema stampa 3D classico, soprattutto con materiali come ABS. Si verifica quando gli angoli dell’oggetto si sollevano dal piano durante la stampa. Le cause principali sono un piano non livellato, temperatura del piano insufficiente o variazioni termiche nel pezzo. Questo fenomeno provoca difetti estetici e può compromettere la precisione.
Soluzione: Per evitare il warping, assicurati che il piano sia livellato e pulito. L’uso di nastro adesivo, colla o spray per adesione può migliorare notevolmente la presa.
Regola la temperatura del piano in base al materiale: il PLA generalmente richiede 50–70 °C, mentre l’ABS può richiedere 90–110 °C. Stampa i muri esterni lentamente per ridurre le tensioni termiche e utilizza un box chiuso per limitare le variazioni di temperatura.
Over-extrusion e eccesso di materiale
L’over-extrusion provoca depositi eccessivi, bolle e strati irregolari e talvolta intasamenti. Le cause comuni sono un fattore di estrusione troppo alto nello slicer, temperatura troppo alta o velocità di stampa troppo bassa. È un problema stampa 3D ricorrente, soprattutto su pezzi grandi.
Soluzione: Riduci il fattore di estrusione o il flow rate nello slicer al 95–100%. Assicurati che la temperatura del hotend sia corretta per il materiale.
Regola la velocità di stampa per bilanciare il deposito e realizza un test di calibrazione per confermare che gli strati siano uniformi. Assicurati che il filamento sia di buona qualità e non assorba umidità.
Stringing: uno dei problemi ricorrenti
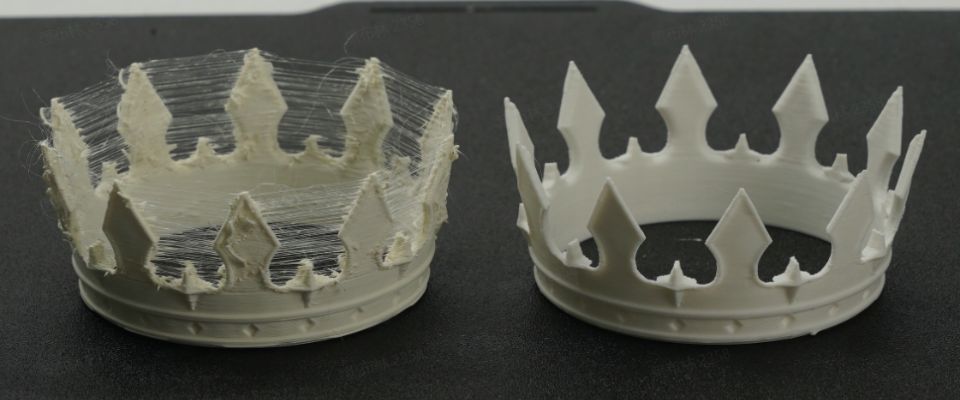
Il stringing è un altro problema stampa 3D comune, dove fili sottili si formano tra le parti del pezzo, creando un effetto simile a una ragnatela. È causato da ritrazione insufficiente, temperatura della testa troppo alta o movimenti rapidi della testina.
Soluzione: Attiva e configura la ritrazione nel tuo slicer. Riduci leggermente la temperatura di estrusione per limitare il flusso durante i movimenti.
Movimenti rapidi e precisi della testina riducono il rischio di stringing. Stampa modelli di prova per regolare i parametri di ritrazione in modo ottimale.
Strati disallineati o shifting
I layer disallineati appaiono quando gli strati non si sovrappongono correttamente. Le cause includono piano o telaio mal fissati, cinghie allentate, motori stepper che saltano passi o ostacoli meccanici durante la stampa.
Soluzione: Assicurati che la macchina sia su una superficie stabile e che il piano sia fissato saldamente. Tendi le cinghie e lubrifica gli assi se necessario. Controlla i connettori dei motori per contatti difettosi.
Riduci la velocità se il problema persiste e prova manualmente gli assi per individuare resistenze o blocchi.
Scarsa adesione del primo strato: come risolvere questo problema stampa 3D
Un primo strato che non aderisce correttamente è un problema comune stampa 3D che porta a pezzi incompleti o falliti. Cause comuni: piano sporco o non livellato, distanza ugello/piano eccessiva, velocità del primo strato troppo alta.
Soluzione: Pulisci il piano con alcool isopropilico per rimuovere residui di grasso. Regola l’altezza dell’ugello affinché lo strato sia leggermente compresso sul piano.
Riduci la velocità del primo strato a 20–30 mm/s e aumenta leggermente la temperatura dell’ugello per favorire l’adesione. Attiva Brim o Raft nello slicer per aumentare la superficie di contatto.
Blobs o punti di materiale
I blobs sono piccole protuberanze sulla superficie, un problema stampa 3D causato da flusso irregolare, ritrazione mal impostata o cambi di direzione bruschi dell’ugello.
Soluzione: Regola ritrazione, jerk e speed nello slicer. Controlla la temperatura di estrusione per mantenerla stabile.
Mantieni l’ugello pulito e privo di ostruzioni. Riduci leggermente la velocità negli angoli per evitare accumuli eccessivi.
Warping interno o crepe
Materiali come ABS o PETG possono sviluppare crepe interne o warping, un problema stampa 3D dovuto a shock termici o raffreddamento troppo rapido tra gli strati.

Soluzione: Stampa in un ambiente stabile, utilizza un box chiuso, riduci il raffreddamento e aumenta leggermente la temperatura di estrusione. Aggiungere contorni solidi o un Brim può rinforzare gli angoli e prevenire crepe.
Problema hardware: piano non livellato
Un piano non livellato è spesso la causa iniziale di molti problemi stampa 3D. La stampa risulta irregolare, il primo strato non aderisce e il risultato finale è deformato.
Soluzione: Usa l’auto-leveling se disponibile o livella manualmente con carta e regolazione accurata. Controlla regolarmente, specialmente dopo trasporto o manutenzione.
Un primo strato uniforme è essenziale per una stampa di successo.
Ugello intasato
L’ugello intasato è un problema stampa 3D classico che impedisce al materiale di uscire correttamente e provoca sottoestrusione. Le cause includono filamento di scarsa qualità o residui da stampe precedenti.
Soluzione: Pulisci l’ugello a caldo o esegui un cold pull. Usa filamenti di qualità e conservali asciutti.
Assicurati che la temperatura di stampa sia adatta al materiale.
Rumori e vibrazioni eccessive
Rumori insoliti o vibrazioni possono danneggiare la meccanica e influire sulla qualità. Spesso causati da assi poco lubrificati, cinghie allentate o componenti non fissati.
Soluzione: Stringi tutte le viti, lubrifica gli assi, controlla la tensione delle cinghie e posiziona la macchina su una superficie stabile.
Regola accelerazioni e velocità per ridurre gli scossoni.
Conclusione
I problemi di stampa 3D FDM sono numerosi, ma ciascuno può essere risolto analizzando le cause e regolando i parametri in modo metodico. Piano pulito e livellato, filamento 3D di qualità, hotend e ugelli ben manutenuti e impostazioni adatte a materiale e geometria del pezzo sono fondamentali. Con un po’ di pazienza, i difetti diventano facilmente prevedibili e correggibili, permettendo stampe precise e affidabili.
Se vuoi approfondire un problema stampa 3D specifico o hai un altro tipo di problema, lascia un commento qui sotto. Il nostro SAV performante può rispondere alle tue domande e aiutarti a ottimizzare le tue stampe 3D.
La tua esperienza e i tuoi feedback possono anche aiutare la community a comprendere meglio e risolvere i problemi stampa 3D.
✅ Perché scegliere Polyfab3D?
Supporto premium e assistenza post-vendita: Partendo dalle vostre esigenze, vi guideremo verso la soluzione più adatta e vi accompagneremo nel tempo nella sua implementazione e utilizzo quotidiano.
Rivenditore ufficiale: Polyfab3D è un rivenditore certificato dei marchi più prestigiosi, garantendovi prodotti ufficiali, accesso esclusivo alle ultime innovazioni e supporto tecnico prioritario.
Consegna rapida e soddisfazione del cliente: Polyfab3D si impegna a offrirvi un’esperienza ottimale e veloce. Il feedback positivo dei nostri clienti è una testimonianza della qualità e dell’efficienza del nostro servizio.
Contattaci ora per una raccomandazione personalizzata, adatta alle tue esigenze, al tuo budget e alle tue ambizioni.