



































3D-printen met resin staat bekend om zijn uitzonderlijke precisie en het vermogen om zeer fijne details te reproduceren, waardoor het een voorkeurskeuze is voor de productie van figuren, prototypes of technische onderdelen. Deze technologie is echter erg gevoelig voor instellingen en omgevingscondities.
Dit artikel heeft als doel de meest voorkomende fouten bij resinprinten te presenteren en u concrete oplossingen te geven om ze te vermijden. Door deze tips te volgen, optimaliseert u de kwaliteit van uw prints en vermindert u het risico op mislukking.

1. Slechte hechting aan het bouwplatform
Een van de meest voorkomende problemen is het loslaten van de onderdelen vanaf de eerste lagen of tijdens het printen.
Oorzaken:
- – Vuil of te glad bouwplatform.
- – Onjuiste kalibratie van het bouwplatform.
- – Onvoldoende belichtingstijd voor de eerste lagen.
- – Resin te koud, met een te hoge viscositeit.
Oplossingen:
Om dit probleem op te lossen, is het essentieel om het bouwplatform correct te herkalibreren volgens de procedure van de fabrikant. Als de eerste lagen nog steeds moeite hebben om te hechten, kan het nodig zijn om de belichtingstijd iets te verlengen om de initiële hechting te versterken.
Het is ook belangrijk ervoor te zorgen dat de resin op kamertemperatuur is, zodat de viscositeit vermindert en de hechting wordt vergemakkelijkt.
Tot slot zorgt het reinigen van het platform met isopropylalcohol of het licht opschuren ervan voor een oppervlak dat gunstiger is voor de hechting van de resin.

2. Loslaten of delamineren van lagen
Sommige prints vertonen scheuren of een zichtbare scheiding tussen de lagen.
Oorzaken:
- – Onderbelichte lagen.
- – Overbelichte basislagen, te stijf.
- – Te hoge liftsnelheid of onvoldoende wachttijden.
- – Achtergebleven resin of krassen op de folie.
Oplossingen:
Om delaminatie te voorkomen, is het belangrijk om de belichtingstijd van de lagen aan te passen. De reguliere lagen moeten iets langer worden belicht, terwijl de basislagen iets minder belichting nodig hebben om flexibel te blijven.
Het verlagen van de liftsnelheid en het verhogen van de wachttijd tussen de bewegingen helpt ook om spanningen op de lagen te verminderen.
Regelmatig schoonmaken van de resin-tank en het controleren van de staat van de folie zorgen voor consistente hechting en verminderen het risico op laagseparatie.
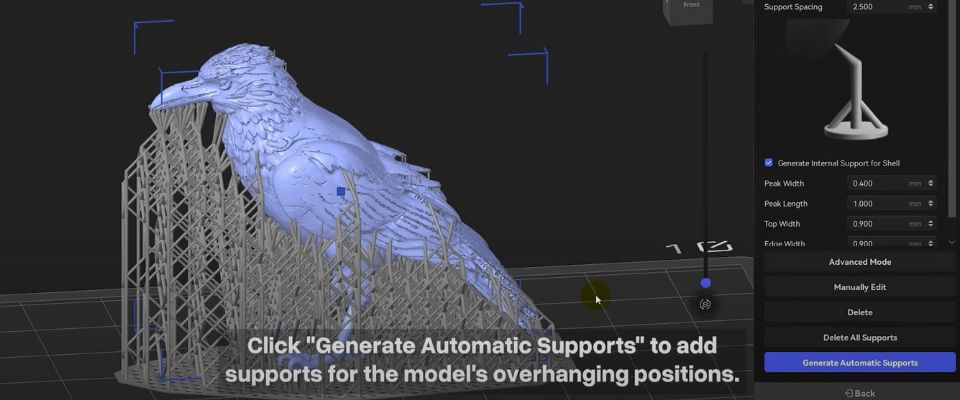
3. Onvoldoende of ongeschikte ondersteuningsstructuur
Een onderdeel kan instorten of zones missen als de supports onvoldoende zijn.
Oorzaken:
- – Verkeerde keuze van type support (boom vs. raster).
- – Supports te dun of afwezig.
- – Slechte plaatsing van supports, waardoor kritieke zones onondersteund blijven.
Oplossingen:
Om de stabiliteit van uw prints te waarborgen, is het aan te raden de dichtheid en dikte van de supports te vergroten, vooral in de kritieke zones.
Het handmatig plaatsen van supports op de meest fragiele delen van het model voorkomt instorten van overhangende secties.
Afhankelijk van het model kan het testen van verschillende soorten supports, zoals robuustere rasters, ook de stevigheid van de print verbeteren en het risico op ontbrekende zones verminderen.
4. Oppervlaktefouten (ruwheid of « sinaasappelhuid »)
Korrelig of getextureerd oppervlak is een ander veelvoorkomend probleem.
Oorzaken:
- – Slechte hechting tussen de lagen of onvoldoende drainagetijd.
- – Over- of onderbelichting van de lagen.
- – resin vervuild met stof of deeltjes.
Oplossingen:
Voor een glad en uniform oppervlak is het essentieel om de belichtingstijd nauwkeurig af te stemmen op de gebruikte resin.
Het filteren van de resin vóór elke print verwijdert ongewenste deeltjes, terwijl een schone omgeving rond de printer helpt om vervuiling te beperken.
Tot slot zorgt het iets verlagen van de liftsnelheid voor een betere hechting tussen de lagen, wat de oppervlaktekwaliteit aanzienlijk verbetert.
5. Gaten of ontbrekende zones
Sommige objecten vertonen onverwachte holtes of lege zones.
Oorzaken:
- – Plaatselijke onderbelichting.
- – Te dunne wanden in de slicer.
- – Luchtbellen gevangen in de resin.
- – Holle onderdelen zonder afvoergaten.
Oplossingen:
Om dit probleem te verhelpen, moet de algemene belichting iets worden verhoogd zodat de resin correct uithardt in alle zones. Het dikker maken van de wanden in de slicer versterkt de structuur en vermindert ontbrekende zones.
Goed mengen van de hars voor het printen zorgt ervoor dat luchtbellen kunnen opstijgen en niet gevangen raken. Voor holle onderdelen zorgt het toevoegen van afvoergaten ervoor dat overtollige resin kan ontsnappen, waardoor lege zones worden beperkt.
6. Overbelasting, suboptimale plaatsing of verkeerde modeloriëntatie
De slechte plaatsing van onderdelen en een onjuiste oriëntatie kunnen leiden tot mislukkingen of vervormingen.
Oorzaken:
- – Te veel modellen op het platform.
- – Altijd printen in hetzelfde gebied, waardoor plaatselijke slijtage van de folie ontstaat.
- – Plat op het platform geplaatst, wat warping en zichtbare lijnen veroorzaakt.
Oplossingen:
Om problemen door overbelasting te beperken, wordt aanbevolen het platform niet te overladen en de prints over meerdere batches te verdelen.
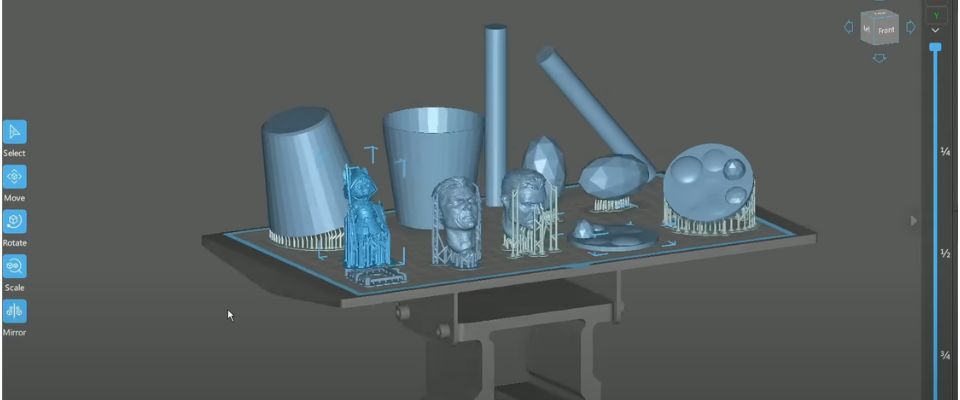
Het variëren van de printzones en het draaien van de resin-tank helpt de slijtage van de folie te verdelen.
Wat betreft de oriëntatie, kantel de modellen in plaats van ze plat te plaatsen. Dit verhoogt de weerstand tegen de krachten tijdens het optillen en vermindert vervormingen of zichtbare lijnen op het oppervlak.
7. Instabiele temperatuur en omgeving
Een stabiele omgeving is essentieel voor een goede uitharding.
Problemen:
- – Vervormde prints.
- – Slechte uitharding van lagen.
Oplossingen:
Het handhaven van een stabiele temperatuur tussen 20 en 25 °C is cruciaal voor uniforme prints.
Het is ook belangrijk om trekventilatie of directe warmtebronnen rond de printer te vermijden, omdat dit kan leiden tot ongelijke uitharding van de hars en vervormingen van het onderdeel.
8. Vernachlässigen van onderhoud (FEP, platform, bak)
Onvoldoende onderhoud verhoogt het risico op mislukkingen en verkort de levensduur van de apparatuur.
Risico’s:
- – Beschadigde of troebele FEP-, ACF- of PFA-folie.
- – Vuil LCD-scherm.
- – Gecontamineerde resin.
Oplossingen:
Regelmatig onderhoud is onmisbaar om de printkwaliteit te waarborgen en de levensduur van de printer te verlengen. Reinig het bouwplatform, de bak en het scherm om ophoping van uitgeharde resin en stof te voorkomen.
Controleer de FEP/ACF/PFA-folie en vervang deze indien gekrast of troebel, zodat de lichtdoorlaat consistent blijft.

Na een mislukking, filter de resin om deeltjes te verwijderen en zo schone resin te behouden voor de volgende prints en defecten te beperken.
Conclusie
3D-resinsprinten is een zeer nauwkeurige technologie, maar vereist discipline en methode. De meest voorkomende fouten hebben betrekking op hechting, supports, belichting, oriëntatie, onderhoud en omgeving.
Eind-checklist voor het printen:
- – Resin filteren en folie controleren.
- – Platform kalibreren en nivelleren.
- – Controle van supports en oriëntatie.
- – Controle van belichting en temperatuur.
- – Reiniging van platform, bak en scherm.
Wijzig één parameter tegelijk en documenteer uw resultaten. Deel uw ervaringen en tips met de gemeenschap om sneller vooruitgang te boeken.
✅ Waarom kiezen voor Polyfab3D?
Premium ondersteuning en klantenservice: Op basis van uw behoeften begeleiden wij u naar de meest geschikte oplossing en ondersteunen wij u op lange termijn bij de implementatie en het dagelijks gebruik ervan.
Officiële wederverkoper: Polyfab3D is een gecertificeerde wederverkoper van topmerken, wat u verzekert van officiële producten, exclusieve toegang tot de nieuwste innovaties en prioritaire technische ondersteuning.
Snelle levering en klanttevredenheid: Polyfab3D streeft ernaar om u een optimale en snelle ervaring te bieden. De positieve feedback van onze klanten beloont ons en bewijst de betrouwbaarheid en efficiëntie van onze service.
Neem vandaag nog contact met ons op voor een persoonlijk advies dat is afgestemd op jouw behoeften, budget en ambities.