



































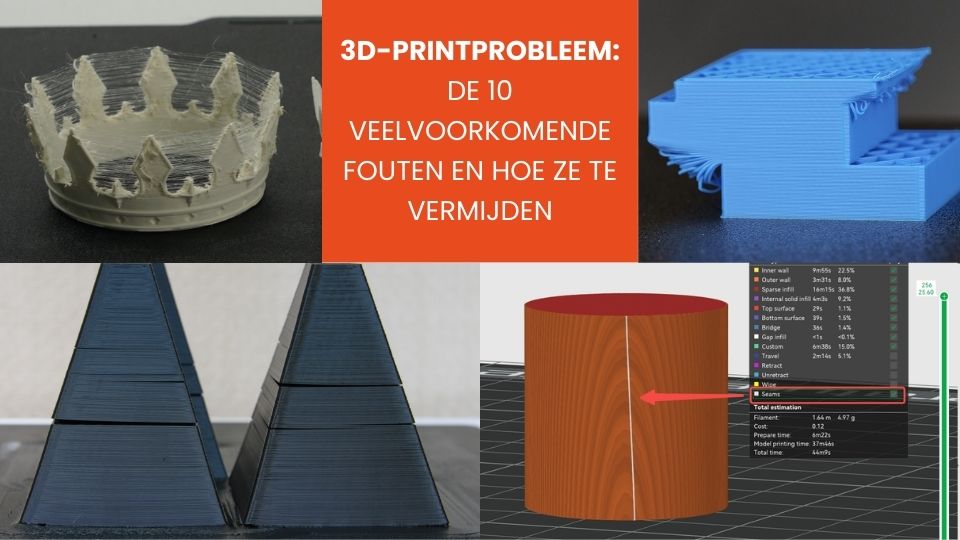
3D-printers zijn toegankelijk voor alle niveaus, maar het blijft een delicaat proces waarbij veel factoren imperfecties kunnen veroorzaken. Van loskomende lagen tot onregelmatige extrusie, elk defect kan worden beschouwd als een probleem 3D-printen dat moet worden opgelost.
In dit artikel bespreken we de meest voorkomende problemen 3D-printen en hoe je ze kunt verhelpen, zodat je nauwkeurige en betrouwbare onderdelen kunt produceren.
Onregelmatige extrusie of onderextrusie: identificeren van een probleem 3D-printen
Onderextrusie is een probleem 3D-printen dat zich uit in ontbrekende lagen, te dunne draden of ruwe oppervlakken. Oorzaken kunnen een verkeerd filamentdiameter, een gedeeltelijk verstopte nozzle, te hoge snelheid of te lage hotend-temperatuur zijn. Zelfs de spanning van de extrudermotor kan de regelmaat van de extrusie beïnvloeden.
Oplossing: Controleer de filamentdiameter en voer de exacte waarde in je slicer in. Reinig of vervang de nozzle indien nodig.
Stel de hotend-temperatuur af op het materiaal en verlaag de printsnelheid voor betere consistentie. Controleer de veerspanning van de extruder om te zorgen dat het filament correct wordt aangevoerd.
Voer een kalibratietest uit met een eenvoudig model om te zien of de onderextrusie blijft optreden.
Loskomende of kromtrekkende onderdelen: een veelvoorkomend probleem 3D-printen
Loskomende onderdelen zijn een klassiek probleem 3D-printen, vooral bij materialen zoals ABS. Het gebeurt wanneer de hoeken van het object tijdens het printen van het bed loskomen. Hoofdredenen zijn een slecht geleveld bed, te lage bedtemperatuur of temperatuurschommelingen in het onderdeel. Dit veroorzaakt esthetische fouten en kan de nauwkeurigheid aantasten.
Oplossing: Om warping te voorkomen, begin met het goed nivelleren van het bed en zorg dat het schoon en kleverig genoeg is. Gebruik plakband, lijm of een hechtspray om de hechting aanzienlijk te verbeteren.
Pas de bedtemperatuur aan op het gebruikte materiaal: PLA vereist doorgaans 50–70 °C, terwijl ABS 90–110 °C kan vragen. Print de wanden langzaam om thermische spanningen te beperken en gebruik een gesloten behuizing om temperatuurschommelingen te verminderen en loskomen te minimaliseren.
Over-extrusie en teveel filament
Over-extrusie veroorzaakt te veel materiaalafzetting, overhangs, onregelmatige lagen en soms verstoppingen. Vaak is de oorzaak een te hoog extrusiefactor in de slicer, te hoge temperatuur of te lage printsnelheid. Dit blijft een veelvoorkomend probleem 3D-printen, vooral bij grote onderdelen.
Oplossing: Verlaag de extrusiefactor of flow rate in je slicer naar 95–100%. Controleer dat de hotend-temperatuur geschikt is voor het materiaal.
Pas de snelheid aan om een gelijkmatige afzetting te bereiken en voer een kalibratietest uit om te controleren of de lagen uniform zijn. Gebruik kwalitatief filament dat niet te veel vocht absorbeert.
Stringing: een terugkerend probleem
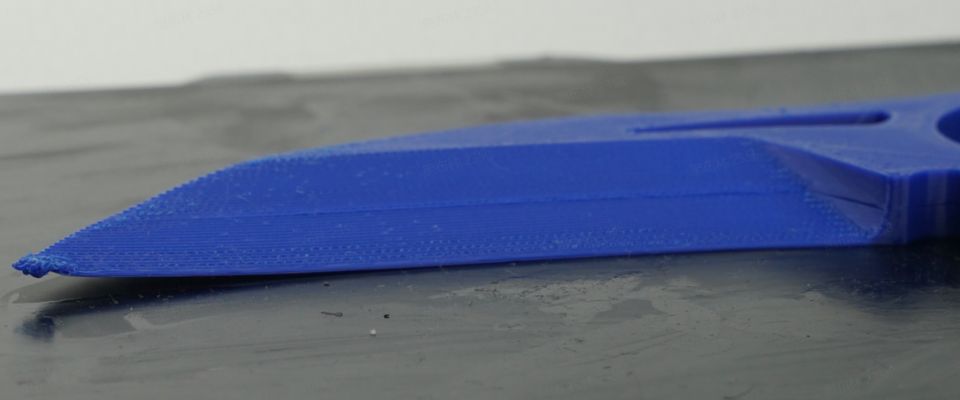
Stringing is een ander veelvoorkomend probleem 3D-printen, waarbij fijne draden ontstaan tussen delen van het onderdeel, waardoor het een spinnenwebachtig uiterlijk krijgt. Het wordt veroorzaakt door onvoldoende retractie, te hoge nozzle-temperatuur of snelle bewegingen van de printkop.
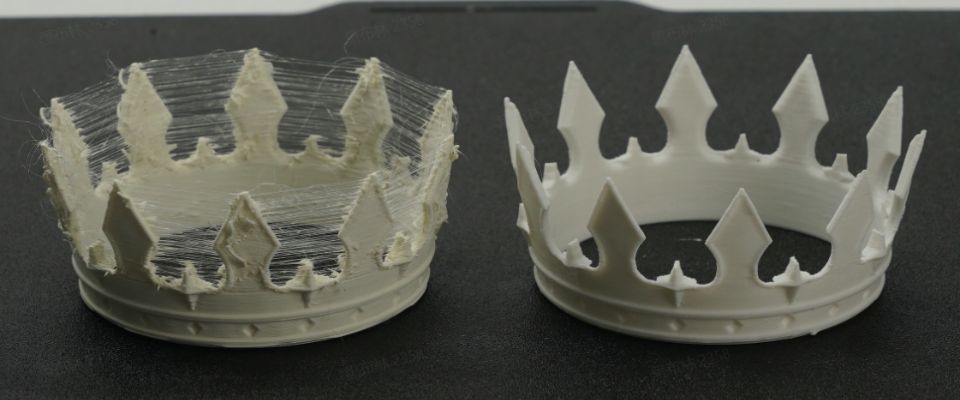
Oplossing: Activeer en configureer retractie in je slicer. Verlaag de extrusietemperatuur iets om het vloeien tijdens verplaatsingen te beperken.
Snelle en nauwkeurige bewegingen van de printkop verminderen ook het risico op stringing. Print testmodellen om de retractie-instellingen optimaal af te stemmen.
Versprongen lagen of shifting
Versprongen lagen ontstaan wanneer de lagen niet correct op elkaar worden gestapeld. Oorzaken zijn een slecht bevestigd bed of chassis, losse riemen, stapmotoren die stappen missen of mechanische obstakels tijdens het printen.
Oplossing: Zorg dat de printer op een stabiele ondergrond staat en dat het bed goed is bevestigd. Span de riemen aan en smeer de assen indien nodig. Controleer de motorconnectoren en kabels op losse verbindingen.
Verlaag de snelheid als het probleem blijft en voer een handmatige test van de assen uit om weerstand of blokkades te detecteren.
Slechte hechting van de eerste laag: probleem 3D-printen corrigeren
Een eerste laag die niet goed hecht is een veelvoorkomend probleem 3D-printen dat resulteert in incomplete of mislukte onderdelen vanaf het begin. Oorzaken zijn een vuil of slecht geleveld bed, nozzle te ver van het bed of te hoge printsnelheid van de eerste laag.
Oplossing: Reinig het bed met isopropylalcohol om vet- of stofresten te verwijderen. Stel de nozzlehoogte zo in dat de eerste laag licht op het bed wordt geperst.
Verlaag de printsnelheid van de eerste laag naar 20–30 mm/s en verhoog de nozzle-temperatuur enkele graden om hechting te verbeteren. Activeer Brim of Raft in je slicer om het contactoppervlak met het bed te vergroten.
Blobs of materiaalbobbels
Blobs zijn kleine bultjes op het oppervlak, een probleem 3D-printen veroorzaakt door onregelmatige filamentstroom, slecht ingestelde retractie of plotselinge richtingsveranderingen van de nozzle.
Oplossing: Pas de retractie en jerk/snelheidsparameters in de slicer aan. Controleer dat de extrusietemperatuur stabiel is.
Zorg voor een schone, niet-verstopte nozzle. Verminder de printsnelheid iets bij scherpe hoeken om overmatige materiaalafzetting te voorkomen.
Interne warping of scheuren
Sommige materialen zoals ABS of PETG kunnen interne scheuren of warping ontwikkelen, een probleem 3D-printen door thermische schokken of te snelle afkoeling tussen lagen.

Oplossing: Print in een stabiele omgeving, gebruik een gesloten behuizing, verminder overmatige koeling en verhoog de extrusietemperatuur iets. Voeg stevige contouren of een Brim toe om hoeken te versterken en scheuren te voorkomen.
Hardwareprobleem: bed niet geleveld
Een niet-geleveld bed is vaak de oorzaak van veel problemen 3D-printen. De print wordt ongelijk, de eerste laag hecht niet en het eindresultaat is vervormd.
Oplossing: Gebruik auto-leveling indien beschikbaar of level handmatig met papier en nauwkeurige meting. Controleer regelmatig, vooral na transport of demontage.
Een gelijkmatige eerste laag is essentieel voor een succesvolle print.
Verstopte nozzle
Een verstopte nozzle is een klassiek probleem 3D-printen dat voorkomt dat het filament correct uitkomt en onderextrusie veroorzaakt. Oorzaken zijn slecht filament of resten van eerdere prints.
Oplossing: Reinig de nozzle heet of voer een cold pull uit. Gebruik kwalitatief filament en bewaar het droog.
Zorg dat de printtemperatuur overeenkomt met het gebruikte materiaal.
Overmatige geluiden en trillingen
Ongebruikelijke geluiden of trillingen kunnen de mechanica beschadigen en de printkwaliteit beïnvloeden. Vaak veroorzaakt door slecht gesmeerde assen, losse riemen of loszittende onderdelen.
Oplossing: Draai alle schroeven aan, smeer de assen, controleer de riemspanning en zet de printer op een stabiele ondergrond.
Pas acceleraties en snelheden aan om schokken te verminderen.
Conclusie
De problemen bij 3D-printen met FDM zijn talrijk, maar elk kan worden opgelost door de oorzaken te analyseren en de instellingen systematisch aan te passen. Een schoon en geleveld bed, 3D-filament van goede kwaliteit, onderhouden hotend en nozzle, en instellingen afgestemd op materiaal en geometrie van het onderdeel zijn essentieel. Met een beetje geduld worden fouten voorspelbaar en gemakkelijk te corrigeren, waardoor nauwkeurige en betrouwbare prints mogelijk zijn.
Als je meer wilt weten over een specifiek probleem 3D-printen of een ander probleem hebt, laat dan een reactie achter. Onze efficiënte klantenservice kan je vragen beantwoorden en helpen je 3D-printing te optimaliseren.
Jouw ervaring en feedback kunnen ook de community helpen om problemen 3D-printen beter te begrijpen en op te lossen.
✅ Warum Polyfab3D wählen?
Premium-Betreuung und Kundendienst: Basierend auf Ihren Bedürfnissen führen wir Sie zur optimalen Lösung und begleiten Sie nachhaltig bei der Implementierung und täglichen Nutzung.
Offizieller Händler: Polyfab3D ist ein zertifizierter Händler führender Marken und garantiert Ihnen offizielle Produkte, exklusiven Zugang zu den neuesten Innovationen und bevorzugten technischen Support.
Schnelle Lieferung und Kundenzufriedenheit: Polyfab3D engagiert sich für eine optimale und schnelle Erfahrung. Das positive Feedback unserer Kunden bestätigt unsere zuverlässigen und effizienten Dienstleistungen.
Kontaktieren Sie uns noch heute für eine persönliche Empfehlung – abgestimmt auf Ihre Bedürfnisse, Ihr Budget und Ihre Ziele.