




































Para quien busca un flujo de material preciso y constante, el concepto de Pressure Advance se ha vuelto indispensable. Detrás de este término técnico se encuentra una función esencial para corregir irregularidades causadas por los cambios en la velocidad del cabezal de impresión.
En este artículo exploraremos en detalle el funcionamiento de Pressure Advance en Orca Slicer, los diferentes métodos de calibración y algunos consejos para optimizarlo.

¿Qué es Pressure Advance?
El Pressure Advance es una función que anticipa cómo reaccionará el material a las aceleraciones y desaceleraciones del extrusor. Sin compensación, las esquinas y transiciones rápidas pueden presentar sobreextrusión o falta de material, afectando directamente la calidad final.
En términos prácticos, Pressure Advance permite modular la presión en la boquilla para que el flujo permanezca constante, incluso durante cambios bruscos de velocidad. Esto equivale a un ajuste predictivo de la extrusión para evitar irregularidades y obtener un depósito homogéneo.
Pressure Advance: ¿un ajuste complejo?
Los programas de corte ofrecen un enfoque muy intuitivo de Pressure Advance. Mientras que algunos slicers hacen que la calibración sea complicada y poco accesible, otros proporcionan un control preciso y una calibración progresiva. Este enfoque es adecuado tanto para principiantes como para usuarios avanzados.
Orca Slicer proporciona herramientas de visualización que permiten ver cómo reacciona el flujo ante cambios de velocidad, haciendo que el ajuste sea mucho más simple y preciso que con otras herramientas.
Los diferentes métodos de Pressure Advance
Existen varios métodos para calibrar Pressure Advance, cada uno con sus ventajas según el tipo de pieza y el nivel de precisión buscado. Los tres métodos principales son:
- La Torre PA (Tower method)
- El Patrón PA (Pattern method)
- La Línea PA (Line method)
Estos métodos difieren en el tipo de modelo de prueba utilizado y la forma en que se ajusta y observa la presión, permitiendo elegir el que mejor se adapte a tus necesidades.
Torre Pressure Advance
El método de la torre (PA Tower) consiste en imprimir un objeto vertical –una torre– en el que el valor de Pressure Advance aumenta progresivamente con la altura. Cada milímetro se ajusta el PA según un paso predeterminado.
Por qué usarlo: este enfoque es interesante porque no depende estrictamente de la calidad de la primera capa y simula condiciones cercanas a una impresión real, especialmente a alta velocidad.
Cómo interpretarlo: una vez impresa la torre, se examinan las esquinas y ángulos a diferentes alturas para identificar el nivel donde las transiciones son más uniformes y los excesos o faltantes de material son mínimos. El PA óptimo corresponde al valor aplicado a esa altura.
Ventajas / limitaciones:
- ✅ Menos sensible a los problemas de la primera capa.
- ✅ Representa bien la dinámica real de la impresión.
- ⚠️ Requiere más tiempo y material que una prueba lineal simple.
Patrón Pressure Advance
El método del patrón utiliza un pequeño prisma o patrón geométrico con diferentes secciones, cada una impresa con un valor distinto de PA.
Por qué usarlo: el pattern method es un buen compromiso entre rapidez y representatividad. Permite reproducir transiciones, esquinas y aceleraciones similares a las de piezas reales, útil para calibrar PA en impresiones complejas.
Cómo interpretarlo: tras la impresión, se examina el patrón, especialmente las esquinas, intersecciones y ángulos, para identificar la sección donde la extrusión es más uniforme. El valor de PA correspondiente se aplica posteriormente.
Ventajas / limitaciones:
- ✅ Permite probar condiciones cercanas a una impresión real con cambios de dirección frecuentes.
- ✅ Más rápido y menos consumidor de material que una torre.
- ⚠️ La precisión depende en parte de la calidad de la primera capa.
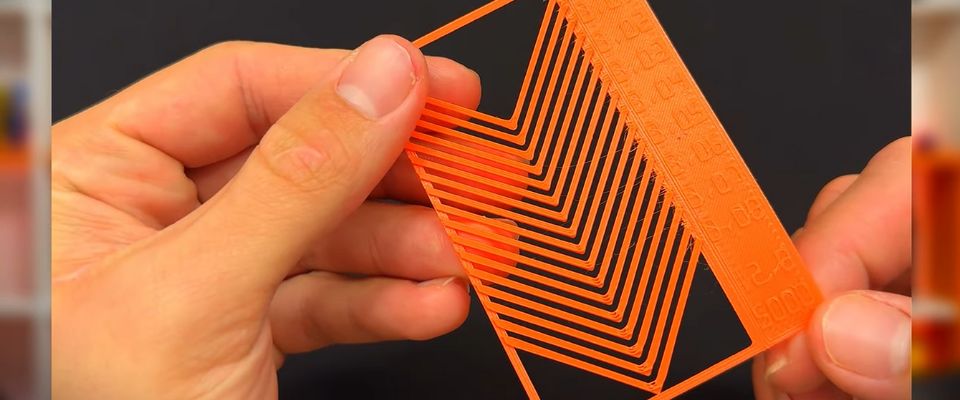
Línea Pressure Advance
El método de la línea (PA Line) consiste en imprimir varias líneas rectas, cada una con un valor diferente de PA, para observar cuál ofrece el flujo más uniforme –sin burbujas, interrupciones, sobreextrusión o faltantes.
Por qué usarlo: es un buen punto de partida para obtener una primera estimación del PA. Consume poco material y es rápido de realizar.
Cómo interpretarlo: después de la impresión, compara las líneas; aquella con el trazo más uniforme generalmente corresponde al valor más adecuado, que luego puede aplicarse a impresiones reales.

Ventajas / limitaciones:
- ⚠️ Menos representativa de las condiciones reales de impresión que el pattern o la torre.
- ✅ Muy rápido y económico en material.
- ⚠️ Muy dependiente de la calidad de la primera capa.
Para saber más: ¡nuestros consejos en vídeo!
Consejos para dominar Pressure Advance
- Probar diferentes velocidades de impresión: El coeficiente ideal puede variar según la velocidad. Algunos usuarios crean perfiles distintos para impresiones lentas y rápidas.
- Considerar el material: La naturaleza del material influye en la dinámica. Un filamento flexible o muy fluido puede requerir un coeficiente distinto al de un material rígido.
- Vigilar la temperatura: Una temperatura demasiado alta o baja puede modificar la presión del material y afectar la eficacia de Pressure Advance.
- Combinar con linear advance: aunque son tecnologías similares, se complementan. El software permite gestionar esta interacción para maximizar la uniformidad del flujo.
- Analizar con un modelo visual: Algunos modelos de calibración incluyen zonas con gradientes de velocidad, ideales para verificar la constancia del flujo en diferentes regímenes.
Errores frecuentes y cómo evitarlos
- Coeficiente demasiado alto: Produce huecos en las esquinas y flujo irregular.
- Coeficiente demasiado bajo: Sobreextrusión en las esquinas y rebordes visibles.
- Ignorar la velocidad: Un coeficiente calibrado para velocidad lenta puede no ser adecuado para impresiones rápidas.
- Ignorar el material: No ajustar según el tipo de filamento puede anular todos los beneficios.
La solución siempre consiste en realizar pruebas progresivas, cambiando un parámetro a la vez, para comprender exactamente el impacto de cada ajuste.
Conclusión
Pressure Advance no es un simple ajuste, sino una herramienta técnica capaz de mejorar considerablemente la calidad de las piezas. Con una calibración cuidadosa y una comprensión clara de su funcionamiento, es posible obtener un flujo homogéneo, esquinas nítidas y superficies lisas.
Dominar esta función permite pasar de un resultado correcto a una impresión confiable y precisa, incluso en piezas complejas. Este proceso es accesible y ofrece una herramienta poderosa para usuarios que desean maximizar la precisión.
✅ ¿Por qué elegir Polyfab3D?
Soporte y servicio postventa premium: A partir de sus necesidades, le guiaremos hacia la solución más adecuada y le acompañaremos a largo plazo en su implementación y uso diario.
Distribuidor oficial: Polyfab3D es un distribuidor certificado de las principales marcas, garantizándole productos oficiales, acceso exclusivo a las últimas innovaciones y soporte técnico prioritario.
Entrega rápida y satisfacción del cliente: Polyfab3D se compromete a ofrecerle una experiencia óptima y rápida. Los comentarios positivos de nuestros clientes nos recompensan y demuestran la fiabilidad y eficiencia de nuestro servicio.
Contáctanos ahora para recibir una recomendación personalizada, adaptada a tus necesidades, tu presupuesto y tus objetivos.