



































Voor iedereen die een precieze en constante materiaaldosering wil bereiken, is het concept van Pressure Advance onmisbaar geworden. Achter deze technische term schuilt een essentiële functie om oneffenheden te corrigeren veroorzaakt door snelheidsveranderingen van de printkop.
In dit artikel onderzoeken we in detail hoe Pressure Advance werkt in Orca Slicer, de verschillende kalibratiemethoden en geven we tips om het te optimaliseren.

Wat is Pressure Advance?
Pressure Advance is een functie die anticipeert op hoe het materiaal reageert op versnellingen en vertragingen van de extruderkop. Zonder compensatie kunnen hoeken en snelle overgangen te veel materiaal of materiaaltekort vertonen, wat direct de eindkwaliteit beïnvloedt.
Concreet stelt Pressure Advance je in staat om de druk in de nozzle te moduleren zodat de doorvoer constant blijft, zelfs bij plotselinge snelheidsveranderingen. Dit komt neer op een voorspellende aanpassing van de materiaaltoevoer om oneffenheden te voorkomen en een gelijkmatige afzetting te verkrijgen.
Pressure Advance: een complexe instelling?
Slicing-software biedt een zeer intuïtieve benadering van Pressure Advance. Waar sommige slicers de kalibratie complex en ontoegankelijk maken, bieden andere nauwkeurige controle en progressieve kalibratie. Deze benadering is geschikt voor zowel beginners als gevorderde gebruikers.
Orca Slicer biedt visualisatietools waarmee je kunt zien hoe de doorvoer reageert op snelheidsveranderingen, waardoor de aanpassing veel eenvoudiger en nauwkeuriger is dan bij andere tools.
De verschillende methoden van Pressure Advance
Er zijn verschillende methoden om Pressure Advance te kalibreren, elk met hun voordelen afhankelijk van het type onderdeel en het gewenste precisieniveau. De drie belangrijkste methoden zijn:
- De PA Toren (Tower method)
- Het PA Patroon (Pattern method)
- De PA Lijn (Line method)
Deze methoden verschillen in het type testmodel dat wordt gebruikt en hoe de druk wordt aangepast en geobserveerd, waardoor je de methode kunt kiezen die het beste bij je behoeften past.
Toren Pressure Advance
De torenmethode (PA Tower) bestaat uit het printen van een verticaal object – een toren – waarin de Pressure Advance-waarde geleidelijk toeneemt met de hoogte. Bij elke millimeter stijging wordt de PA aangepast volgens een vooraf bepaalde stap.
Waarom gebruiken: deze methode is interessant omdat deze niet strikt afhankelijk is van de kwaliteit van de eerste laag en omstandigheden simuleert die dicht bij een echte print liggen, vooral bij hoge snelheid.
Hoe interpreteren: na het printen van de toren worden hoeken en randen op verschillende hoogtes bekeken om het niveau te bepalen waar de overgangen het meest uniform zijn en overtollig of ontbrekend materiaal minimaal is. De optimale PA komt overeen met de waarde die op die hoogte wordt toegepast.
Voordelen / Beperkingen:
- ✅ Minder gevoelig voor variaties in de eerste laag.
- ✅ Geeft een goed beeld van de echte printdynamiek.
- ⚠️ Vereist meer tijd en materiaal dan een eenvoudige lineaire test.
Patroon Pressure Advance
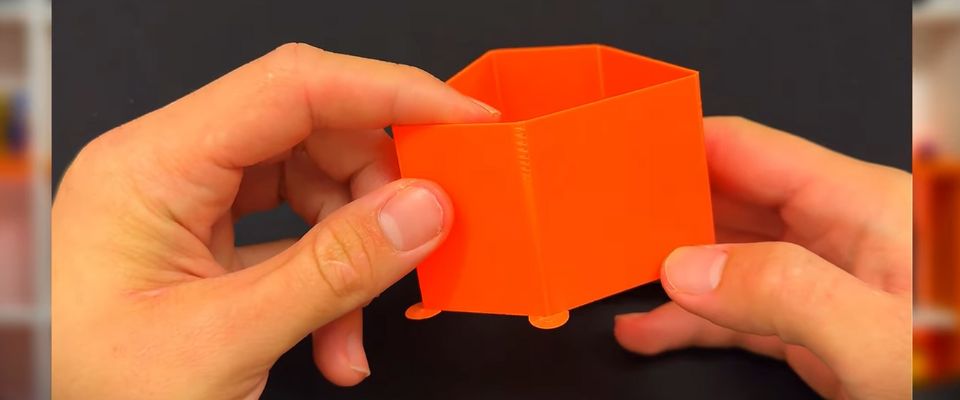
De patroonmethode gebruikt een klein prisma of geometrisch patroon met verschillende secties, elk geprint met een andere PA-waarde.
Waarom gebruiken: de pattern method is een goed compromis tussen snelheid en representativiteit. Het reproduceert transities, hoeken en versnellingen die lijken op echte onderdelen, nuttig voor het kalibreren van PA bij complexe prints.
Hoe interpreteren: na het printen wordt het patroon bekeken, vooral hoeken, kruispunten en randen, om de sectie te vinden waar de extrusie het meest uniform is. De overeenkomstige PA-waarde wordt vervolgens toegepast.
Voordelen / Beperkingen:
- ✅ Test omstandigheden dicht bij een echte print met frequente richtingsveranderingen.
- ✅ Sneller en minder materiaalintensief dan een toren.
- ⚠️ Nauwkeurigheid hangt deels af van de kwaliteit van de eerste laag.
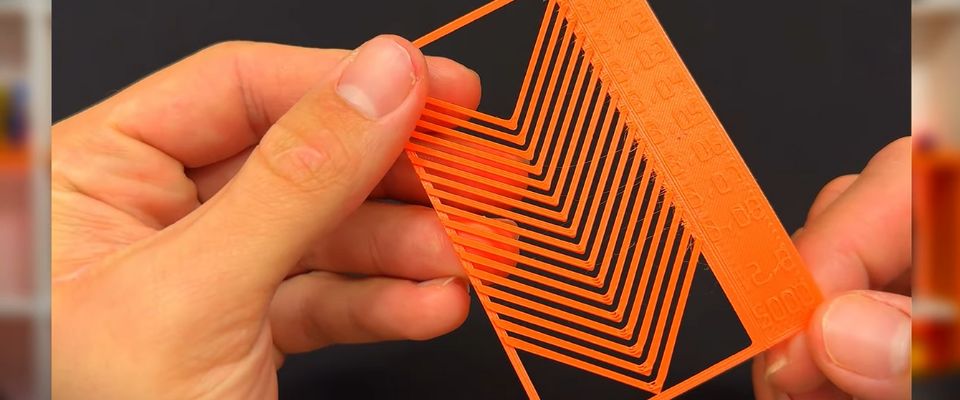
Lijn Pressure Advance
De lijnmethode (PA Line) bestaat uit het printen van meerdere rechte lijnen, elk met een andere PA-waarde, om te zien welke de meest uniforme doorvoer geeft – zonder luchtbellen, onderbrekingen, te veel of te weinig materiaal.
Waarom gebruiken: het is een goed startpunt om een eerste schatting van de PA te krijgen. Het verbruikt weinig materiaal en is snel uit te voeren.
Hoe interpreteren: na het printen vergelijk je de lijnen; degene met het meest uniforme patroon komt meestal overeen met de meest geschikte waarde, die vervolgens kan worden gebruikt voor echte prints.

Voordelen / Beperkingen:
- ⚠️ Minder representatief voor echte printomstandigheden dan pattern of toren.
- ✅ Zeer snel en goedkoop in materiaalgebruik.
- ⚠️ Sterk afhankelijk van de kwaliteit van de eerste laag.
Tips voor het beheersen van Pressure Advance
- Test verschillende printsnelheden: de ideale coëfficiënt kan variëren per snelheid. Sommige gebruikers maken verschillende profielen voor langzaam en snel printen.
- Houd rekening met het materiaal: het type materiaal beïnvloedt de dynamiek. Een flexibele filament kan een andere coëfficiënt nodig hebben dan een rigide materiaal.
- Controleer de temperatuur: een te hoge of te lage temperatuur kan de materiaaldruk veranderen en dus de effectiviteit van Pressure Advance beïnvloeden.
- Combineren met linear advance: hoewel vergelijkbaar, vullen deze twee technologieën elkaar aan. De software maakt fijnregeling van deze interactie mogelijk om de doorvoer constant te houden.
- Analyseer met een visueel model: sommige kalibratiemodellen hebben snelheidsgradiënten, ideaal om de doorvoerconsistentie in verschillende regimes te controleren.
Veelvoorkomende fouten en hoe deze te vermijden
- Te hoge coëfficiënt: veroorzaakt holtes in hoeken en een onregelmatige doorvoer.
- Te lage coëfficiënt: te dikke hoeken en zichtbare randen.
- Negeren van snelheid: een coëfficiënt afgestemd op lage snelheid kan ongeschikt zijn voor snelle prints.
- Materiaal negeren: niet aanpassen aan het type filament kan alle voordelen tenietdoen.
De oplossing is altijd om geleidelijk te testen, waarbij één parameter tegelijk wordt aangepast om precies te begrijpen wat elke wijziging doet.
Conclusie
Pressure Advance is geen eenvoudige instelling, maar een technisch hulpmiddel dat de printkwaliteit aanzienlijk kan verbeteren. Met nauwkeurige kalibratie en een goed begrip van de werking kan een gelijkmatige doorvoer, scherpe hoeken en gladde oppervlakken worden bereikt.
Het beheersen van deze functie maakt het mogelijk om van een acceptabel resultaat naar een betrouwbare en precieze print te gaan, zelfs bij complexe onderdelen. Dit proces is toegankelijk en biedt een krachtig hulpmiddel voor gebruikers die maximale precisie willen bereiken.
✅ Waarom kiezen voor Polyfab3D?
Premium ondersteuning en klantenservice: Op basis van uw behoeften begeleiden wij u naar de meest geschikte oplossing en ondersteunen wij u op lange termijn bij de implementatie en het dagelijks gebruik ervan.
Officiële wederverkoper: Polyfab3D is een gecertificeerde wederverkoper van topmerken, wat u verzekert van officiële producten, exclusieve toegang tot de nieuwste innovaties en prioritaire technische ondersteuning.
Snelle levering en klanttevredenheid: Polyfab3D streeft ernaar om u een optimale en snelle ervaring te bieden. De positieve feedback van onze klanten beloont ons en bewijst de betrouwbaarheid en efficiëntie van onze service.
Neem vandaag nog contact met ons op voor een persoonlijk advies dat is afgestemd op jouw behoeften, budget en ambities.