




































CHITUBOX SETTINGS : Tout savoir sur les supports en impression 3D résine.

- Guides d'achat, Tous les articles
L’impression 3D en résine nécessite souvent l’usage de supports pour pouvoir fonctionner. Ces supports d’impression 3D ne sont pas toujours évident à utiliser, nous allons vous guider en précisant les différents rôles des supports ainsi que leur paramétrage.
Les exemples seront pour ce guide, réalisé sur le logiciel Chitubox mais le principe général est valable pour la totalité des logiciels de slice. Que vous utilisiez Lychee, Z-Suite, HalotBox ou V-lare, apprenez à bien maîtriser vos paramètres de supports. Réalisez des impressions 3D en résine sans défaut et sans trace de support grâce à nos conseils et nos astuces.

En utilisant certaines fonctionnalités de Chitubox, il est facile d’optimiser vos projets d’impression. Que ce soit en imprimant à plat, en modifiant les paramètres d’angles et de densité ou en modifiant les structures de supports, suivez ces astuces au travers de ce guide mais également en vidéo.
La logique de gestion des supports que vous retrouvez dans cet article s’applique à la majorité des slicers et des imprimantes 3D résines, comme la Halot-One, la Halot Sky ou des imprimantes Elegoo Mars 3 ou Elegoo Saturn.
Vidéo introduction aux supports sur Chitubox :
Nos conseils et settings de support pour vos impressions 3D résine
Pourquoi des supports ?
L’impression 3D en résine, qu’elle soit de type SLA ou LCD nécessite souvent l’usage de support pour différents aspects de la fabrication. La construction par couches successives crée parfois des zones fortement inclinées ou isolés.
Ils sont également cruciaux pour la fabrication de nombreuses géométries rien que pour leur rôle dans l’adhérence. Le contact avec le plateau doit être optimal de manière à prévenir le décrochage des objets en cours de fabrication et les supports vont aussi contribuer à cela.
Les méthodes d’impression 3D résine privilégie souvent la réduction des zones « plates » et larges. Cette nécessité technique va générer une inclinaison naturelle de vos impressions 3D, d’où l’importance de ces supports dans ces circonstances ou l’objet ne touche même pas le plateau.
Avant d’entrer dans le vif du sujet via Chitubox, ce sont ces différents éléments « théoriques » que nous allons creuser dans cette première partie.
À quel moment utiliser du support ?
Pentes et inclinaisons
Lors de la fabrication d’objet 3D, il est courant de nécessiter la création de zones à pentes fortes. Celles-ci sont bien sûres variables selon l’orientation de votre modèle mais reste souvent présente.
On considère généralement qu’une inclinaison de 45°C est la limite à respecter pour obtenir de bons résultats.
En réalité, cela est très variable et dépend de nombreux facteurs. Déjà, l’épaisseur des couches que vous allez demander va modifier les capacités de création de zones inclinées.
Ils seront également particulièrement nécessaires pour augmenter l’accroche de certains modèles avec un faible contact avec le plateau.
Island (Point isolé)
Le terme de island ou île correspond assez bien en termes d’image pour illustrer cette notion.
En impression 3D, il arrive fréquemment que lors de la création de vos couches successives, certaines zones apparaissent « de nulle part ». En effet, ces zones qui apparaissent correspondent à un élément de votre modèle 3D qui n’est pas relié au reste du modèle et qui débute dans le vide. Le terme island correspond par conséquent aussi à la première couche de votre modèle 3D.
La notion d’island correspond à la création d’une partie du modèle 3D qui prend entièrement appui sur du support. Il est donc important de bien travailler ces zones avec un support suffisamment dense.
Le contact avec le plateau / Impression penchée ?
L’impression 3D SLA (couramment inversé, et cela a son importance), DLP, ou LCD a une principale faiblesse. Le risque de décrochage, de chute du modèle en cours de fabrication.
Lors de l’impression, entre chaque durcissement de couche, le plateau réalise une remontée de manière à décrocher la couche fraîchement fabriquée du FEP pour la déposer sur le modèle 3D. À ce moment précis, une force d’aspiration est générée. L’effet ventouse que peut produire cette remontée crée un fort risque de décrochage. C’est pour cela qu’il est recommandé de limiter la taille des zones à fabriquer. En inclinant les modèles comme on le précisait précédemment, cela limite cet effet ventouse dans le but de fiabiliser nos impressions 3D.
Le fait de fabriquer tête en bas, ajoute à cela de devoir aussi lutter contre la gravité.
C’est pour toutes ces raisons qu’il n’est pas recommandé d’imprimer directement vos modèles à plat directement sur le plateau.

L’ajout systématique d’un espace de vide sous les modèles 3D, rempli par des supports est la solution que proposent par défaut les logiciels de découpe comme Chitubox. À vous de gérer l’inclinaison de manière à trouver le bon compromis entre supports et risque de décrochage.
Dans certains cas, la base de fabrication est adaptée ou alors l’effet ventouse produit est suffisamment faible pour maintenir une bonne adhérence, il est possible d’imprimer directement à plat sur le plateau.
Attention dans ce dernier cas à la surexposition de vos premières couches qui vont avoir une tendance à légèrement « gonfler » et fausser les propriétés dimensionnelles.
Les évidements ou mode hollow
Le principe de l’évidement ou du hollowing correspond à la transformation de votre modèle 3D en un objet creux. Le mode hollow propose une épaisseur de coques à créer et un évidement des zones pleines restantes.
De manière plus concrète, le mode hollow consiste en un remplissage à 0% de votre modèle 3D.
Cet évidement va lui aussi générer des possibles island située à l’intérieur du modèle 3D. Ces islands sont souvent « rattrapées » par l’épaisseur des couches successives mais vont souvent causer des déformations si elles ne sont pas prises en compte.
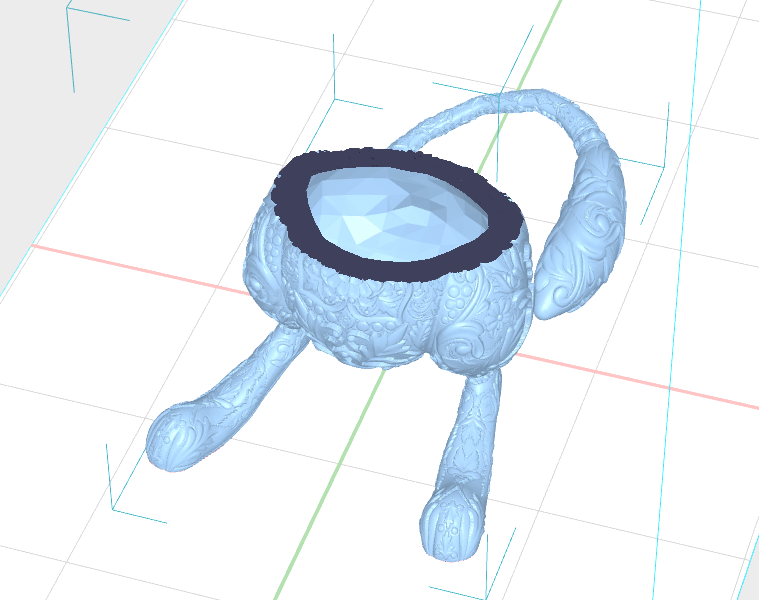
Mode hollow avec épaisseur de 2,5 mm
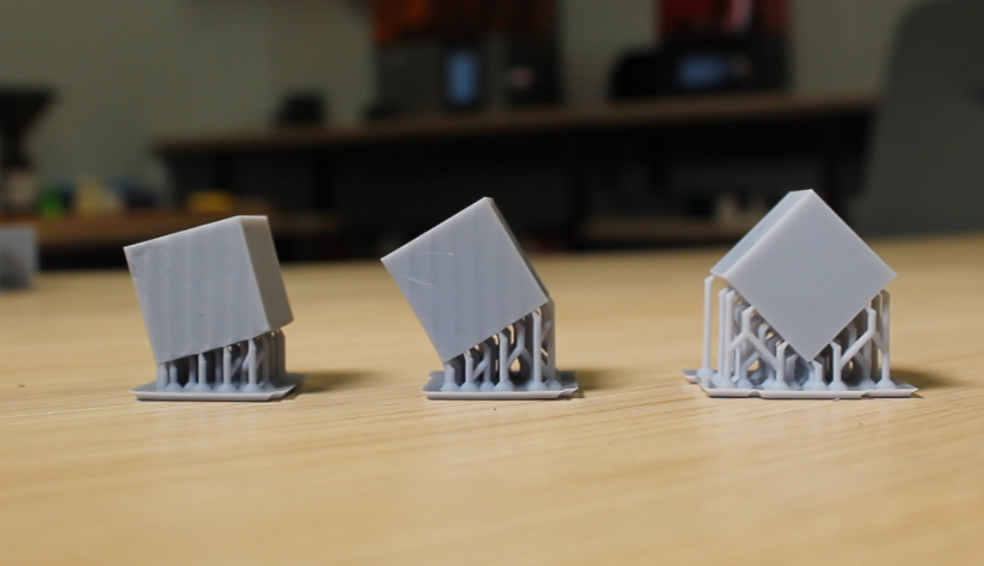
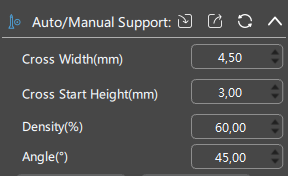
Les angles maximums et la densité (support automatique)
Deux autres facteurs sont importants à prendre en compte lorsque l’on travaille sur le positionnement de ses supports.
Ils sont renseignés par défaut les logiciels de découpe mais peuvent être personnalisés pour répondre au mieux à vos besoins. Selon le type de modèles 3D et leurs particularités, il est nécessaire de prendre en compte la dimension, la géométrie et le poids de l’objet.
Plus l’objet est dense, plus le poids de l’objet ainsi que sa tendance à créer un effet ventouse est élevée.
Lorsque vous souhaitez générer de manière automatique vos supports, il est déjà important de renseigner ces informations.
De la même manière plus un objet est grand et dense, plus il créera un risque de décrochage des supports.
Il faudra donc être conscient de la nécessité d’augmenter la densité de support pour améliorer et fiabiliser les résultats de ses impressions 3D résine de grand format.
Les angles maximums correspondent à l’inclinaison maximum réalisable sans support. Cela veut aussi dire qu’au delà de cette inclinaison, des supports d’impression seront positionnés.
Les structures de supports : Chitubox settings
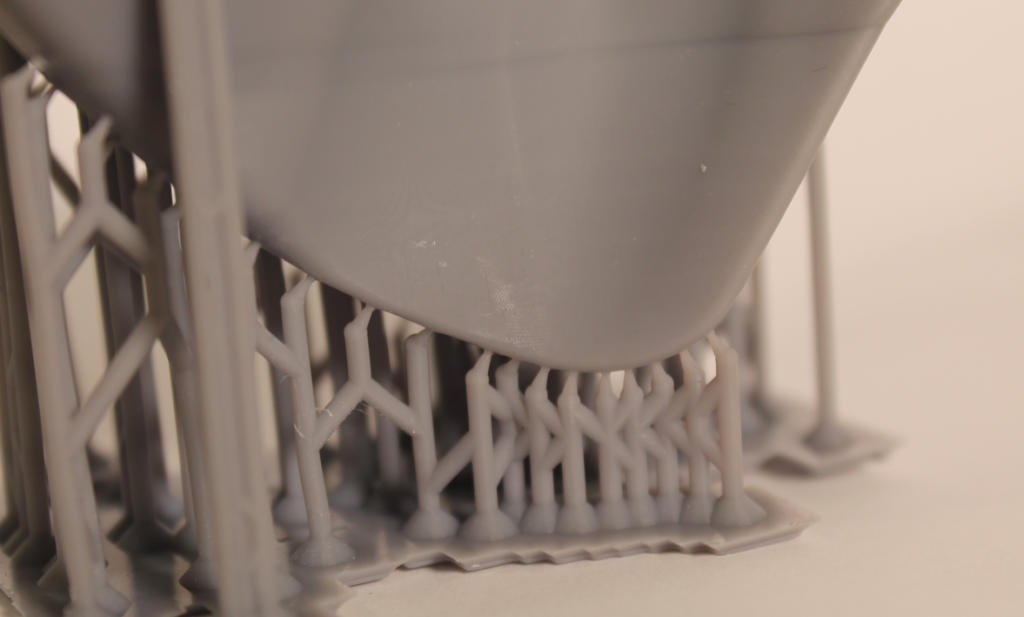
Les supports sont globalement composés de 3 parties, la partie basse (bottom ou platform), le pilier principal (body shape) et la zone de contact.
Selon le type de support utilisé, light, medium ou heavy ce sont majoritairement les diamètres et styles de ces différentes zones qui vont varier. Ces settings par défaut permettent d’adapter vos supports à la dimension et la forme de votre modèle 3D.

La zone en contact avec le plateau est importante pour augmenter la stabilité et l’accroche de vos supports. Elle est cependant optionnelle
Son utilisation va augmenter la performance de vos supports en produisant un maintien plus important.
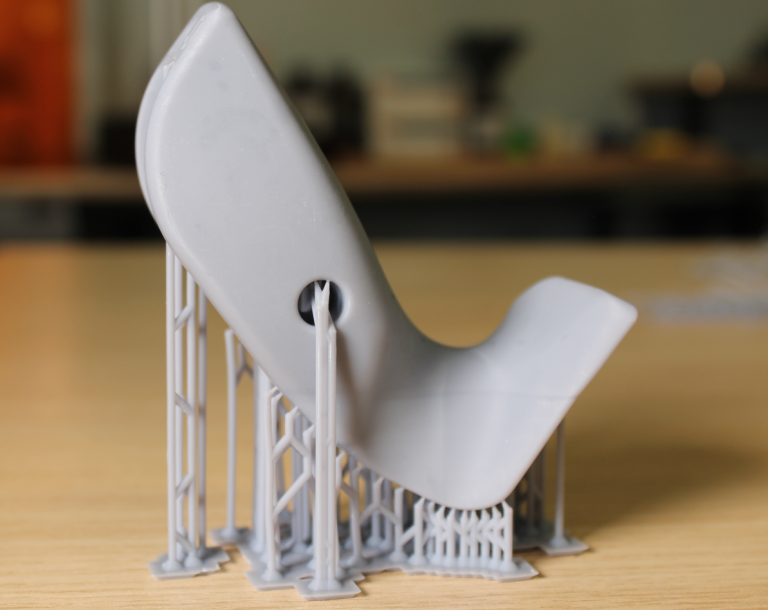
Privilégiez une base si votre impression est de grand format ou si vos supports sont hauts.
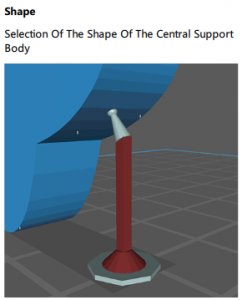
La forme du pilier utilisé est habituellement cylindrique.
Faire varier son diamètre selon la dimension, et le poids de son objet est nécessaire.
Le format carré sera adapté aux zones plates qui ne supportent pas bien le format de pointes habituelles. (Voir pointe de contact)
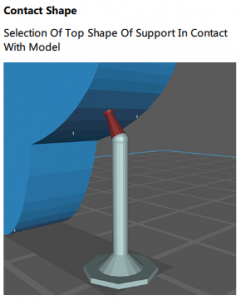
La forme de cette pointe de contact est généralement liée au format du pilier. On utilise le mode conique pour limiter le point de contact.
C’est ce paramètre qui sera le plus important. Le diamètre de ce point de contact va garantir le maintien mais surtout l’accroche de votre impression sur son support.
La distance de pénétration de cette pointe va également aider à augmenter cette accroche.
Utiliser une pointe en boule laisse plus de trace mais augmente forcément le contact.
Si vous utilisez une résine flexible type BASF Ultracur3D FL300, il sera important de retravailler les settings par défaut de vos supports.
Conclusion : Personnalisez vos settings de supports d’impression 3D
En impression 3D résine, SLA ou LCD, le positionnement et la densité du support est clé pour fiabiliser vos impressions 3D.
En parallèle de ces notions, le format et le type de support utilisé vont lui aussi fortement impacter le résultat final.
Selon votre logiciel de slice, votre modèle 3D et la dimension de votre plateau, il est important de savoir personnaliser ces supports. Sur un format d’impression type Elegoo Mars 3 ou Halot One, le besoin de support sera généralement plus faible qu’à ratio équivalent sur une Creality Halot Sky ou une Elegoo Saturn.
Mon astuce étant de générer des supports automatiques de format medium (diamètre des piliers 1,2mm, pointe 0,5mm) a haute densité (60%) puis de positionner ensuite des supports plus petits (pointe 0,3mm) sur les zones les plus détaillées.
Je recommande également d’utiliser quelques supports heavy pour la zone basse, le but étant d’éviter un décrochage de l’objet du support.
Une réponse
bjr le souci est que lorsque la piece est evidé comment gere on les i_lots inerieur
merci